Caracterización de tintas de cemento de fosfato de calcio con adición de Poloxámero 407 para su posible aplicación en impresión 3D
Characterization of Calcium Phosphate Cement Inks with Added Poloxamer 407 for Potential Application in 3D Printing
 PDF
PDF
Recibido: 14 septiembre 2021
Aceptado: 10 mayo 2022
Disponible: 26 mayo 2022
M. P. Sarmiento; J. F. Hernández-Ruiz; J. S. Ruiz; D. Moreno; M. E. López, “Caracterización de tintas de cemento de fosfato de calcio con adición de Poloxámero 407 para su posible aplicación en impresión 3D”, TecnoLógicas, vol. 25, nro. 53, e2276, 2022. https://doi.org/10.22430/22565337.2276
Resumen
La impresión 3D de biomateriales es una tecnología de gran auge para la fabricación de injertos aptos para la reparación de defectos óseos con geometrías complejas. Los cementos de fosfato de calcio (CFC) son biocerámicos empleados en la medicina ortopédica debido a su similitud con la fase mineral del hueso, la capacidad para ser moldeados como una pasta y endurecer in situ. La impresión 3D de CFC potencializaría su aplicación al permitir cirugías reconstructivas de defectos con geometrías complejas, sin embargo, una limitante es la baja inyectabilidad de los CFC debido a la separación de fases que ocurre durante la inyección de la pasta. En este trabajo se ha estudiado la implementación de un polímero termosensible como el Poloxámero 407 para generar una tinta inyectable. Dicha tinta ha sido formulada para contener 5% de hidroxiapatita carbonatada tipo B como agente nucleante biocompatible y biodegradable. Se evaluaron adiciones de soluciones acuosas de Poloxámero 407 al 0 %, 20 % y 40 % en peso como fase gel a una relación líquido/polvo de 0,75 mL/g. Se determinó el coeficiente de inyectabilidad, la cohesión de las tintas y se caracterizó la resistencia a la compresión de los cementos empleando análisis Weibull, determinado que la adición de polímero disminuye las propiedades mecánicas de los CFC en un 52,68 % y 81,23 %, respectivamente, en relación con el CFC de control (0%), atribuido a una menor densificación del cemento. Se concluyó que las adiciones del Poloxámero 407 no interfieren en la precipitación de hidroxiapatita deficiente en calcio ni en la degradación in vitro de los cementos y favorece el comportamiento de la tinta para su posible implementación en impresión 3D.
Palabras clave: Impresión tridimensional por extrusión, inyectabilidad, fosfato tricálcico, poloxámero 407, tintas de cemento de fosfato de calcio.
Abstract
3D printing of biomaterials is a growing technology in the manufacture of grafts suitable for the repair of bone defects with complex geometries. Calcium phosphate cements (CFC) are bioceramics used in orthopedic medicine due to their similarity to the mineral phase of bone, the ability to be molded as a paste and to harden in situ. The 3D printing of CFC would potentialize their application by allowing reconstructive surgeries of defects with complex geometries, however, a limitation is the low injectability of CFCs due to the phase separation that occurs during the injection of the paste. In this work, the implementation of a thermosensitive polymer such as Poloxamer 407 has been studied to generate an injectable ink. Such ink has been formulated to contain 5% of carbonated hydroxyapatite type B as a biocompatible and biodegradable nucleating agent. Additions of 0 %, 20 % and 40 % Wt aqueous solutions of Poloxamer 407 were evaluated as gel phase at a liquid/powder ratio of 0.75 mL/g. The injectability coefficient, the cohesion of the inks and the compressive strength of the cements using Weibull´s analysis were implemented, determining that the addition of polymer decreases the mechanical properties of the CFC by 52.68 % and 81.23 %, respectively with relation to the control CFC (0%), attributed to a lower densification of the cement. It was concluded that the additions of Poloxamer 407 do not interfere in the precipitation of calcium-deficient hydroxyapatite nor in the in vitro degradation of cements and favors the ink behavior for its possible implementation in 3D printing.
Keywords: Calcium phosphate cement inks, extrusion three-dimensional printing, injectability, poloxamer 407, tricalcium phosphate.
1. INTRODUCCIÓN
A pesar de la estructura resistente de los huesos, estos tienden a ser susceptibles a cambios en su anatomía o fisiología afectando así la regeneración de las células óseas, su crecimiento y su rigidez, lo que conlleva a problemas de salud [
Según la fundación internacional de osteoporosis (IOF), una de cada tres mujeres y uno de cada cinco hombres mayores a cincuenta años sufrirá una fractura por osteoporosis, lo que podrá ir en aumento debido a que según la Organización de las Naciones Unidas (ONU) para el año 2050 habrá en el planeta más de 9700 millones de habitantes, cifra que incluirá 2100 millones de personas que habrán cumplido los 60 años [
En la actualidad el abanico de biocerámicos aptos para implementación en hueso va desde la hidroxiapatita estequiométrica (HA) y las Hidroxiapatitas Carbonatadas tipo A (HAC-A), B (HAC-B) y AB (HAC-AB), hasta los vidrios bioactivos y los fosfatos tricálcicos (FTC), siendo los polimorfos α y β los más importantes, estudiados y utilizados en la regeneración de tejido óseo [
Se ha estudiado que, al adicionar cantidades de HA a los CFC, las propiedades mecánicas se ven favorecidas debido a la presencia de mayores puntos de nucleación para la HADC [
Por otro lado, el grado de inyectabilidad de la pasta cerámica, es decir, la capacidad que tiene el material para ser inyectado a través de un orifico pequeño sin necesidad de la aplicación de grandes esfuerzos, se ve desfavorecida por la separación de las fases líquida y sólida durante el proceso de inyección de la pasta en el defecto óseo; por lo que se ha estudiado que una de las alternativas para disminuir la separación de fases de la pasta, es aumentar la viscosidad de esta al incorporar un aglutinante de alta viscosidad como fase líquida para obtener lo que se denomina como tintas de CFC aptas para impresión 3D por extrusión [
La manufactura aditiva (MA) o impresión 3D es un método de procesamiento donde se realiza la fabricación de piezas mediante la deposición del material capa por capa a partir de un diseño en dos dimensiones. Este tipo de procesamiento ofrece ventajas sobre otros ya que conduce a una mayor utilización de material, bajos costos de procesamiento y permite la fabricación de piezas con geometrías altamente complejas sin necesidad de procesos posteriores de acabado debido a que las estructuras impresas son iguales al modelo final; es por esto que la manufactura aditiva es una técnica de procesamiento altamente prometedora para la producción de andamios porosos que cumplan con todas las características en cuanto a tamaño, forma e interconectividad de los poros para favorecer el crecimiento de las células óseas manteniendo unas propiedades mecánicas aceptables para este tipo de aplicación [
En este trabajo se determinó la influencia de la concentración de Poloxámero 407 en la fase líquida sobre las propiedades fisicoquímicas y de inyectabilidad de un cemento de fosfato de calcio compuesto de FTC-α y 5% en peso de HAC-B, con el fin de obtener un material inyectable, bioactivo y biodegradable que pueda ser utilizado en el área de la impresión 3D con aplicación como injerto óseo de defectos complejos.
2. METODOLOGÍA EXPERIMENTAL
2.1. Preparación de los precursores del CFC
2.1.1 Síntesis de FTC-α
La síntesis de FTC-α se realizó siguiendo los lineamientos propuestos por [
El FTC-α obtenido se lleva a molienda empleando un molino centrífugo, marca S1000 Restch durante 15 minutos a 500 RPM para finalmente tamizar, empleando un tamiz malla #500 de la serie Tyler, a fin de obtener partículas menores a 25 μm.
2.1.2 Síntesis de HAC-B
La síntesis de HAC-B se realiza por el método de precipitación en medio húmedo. Inicialmente se disuelve nitrato de calcio (Ca(NO3)2) en agua desionizada con agitación magnética constante en un vaso reactor. Una vez disuelto el reactivo, se hace el cierre del reactor y alrededor del mismo se dispone un baño de aceite a una temperatura de 95 °C con agitación constante y flujo de argón como gas inerte para evitar la carbonatación de las apatitas precipitadas debido al gas carbónico de la atmósfera. Obtenida la temperatura deseada, se adiciona, a una velocidad de 10 mL/min con ayuda de una bomba peristáltica, una solución de bicarbonato de amonio (NH4)HCO3 y fosfato diamónico (NH4)2HPO4 hasta agotar totalmente la solución para comenzar el tiempo de maduración donde se conservan las condiciones de temperatura, agitación e ingreso de argón durante 30 min para finalmente, separar el sobrenadante, realizar el lavado del precipitado con agua desionizada, filtrar el producto obtenido y dejar secar durante doce horas a 80 °C en una estufa de secado [
2.1.3 Soluciones de Poloxámero 407
El Poloxámero 407 se adquirió comercialmente como reactivo químico con el nombre de Pluronic® F-127 de la marca Sigma Aldrich, el cual se encuentra en forma de escamas con un peso molecular de ~12600 g/mol. Las soluciones se obtuvieron a partir de la disolución de las escamas sólidas del Pluronic® F-127 en agua desionizada en concentraciones de 20 % y 40% en peso debido a la insolubilidad que presenta por debajo de este rango. Para la preparación de dichas disoluciones se empleó una plancha de agitación magnética y un baño de hielo para favorecer la disolución del polímero [
2.2. Elaboración de los CFC
Se homogenizó en un mortero los precursores sólidos FTC-α + 5 % en peso de HAC-B en función de la cantidad de FTC-α deseada. Se preparó el CFC a una relación L/P de 0,75 mL/g con agua desionizada para la tinta de control (CFC-0 % F-127) y las soluciones de Poloxámero 407 concentradas al 20 % y 40 % para las tintas CFC-20 % F-127 y CFC-40 % F-127, respectivamente; para la evaluación mecánica, se moldearon probetas cilíndricas siguiendo la norma ASTM C1424 para la evaluación de la compresión axial de cerámicos avanzados, evitando tiempos prolongados de moldeo, lo cual puede favorecer el endurecimiento de las tintas, la pérdida de manejabilidad y la formación de poros por la poca homogeneidad dentro del molde [
El proceso de fraguado se realizó en un incubador (Heidolph Intruments Incubator 1000) a una temperatura de 37 °C disponiendo los moldes dentro de un recipiente con solución salina (NaCl al 0,9 % m/v) a fin de simular las condiciones fisiológicas. El proceso de fraguado se realizó en dos etapas, según protocolos ya establecidos. La primera, consistió en un fraguado en alta humedad durante 24 horas; en la segunda, las probetas fueron sumergidas en la solución durante siete días, posteriormente, se realizó el desmoldeo y pulido manual de las probetas fraguadas empleando papel de lija.
2.3. Caracterización fisicoquímica
Los polvos precursores (FTC-α y HAC-B) y las tintas se caracterizaron empleando fluorescencia de rayos X (FRX) mediante un espectrómetro Thermo Fisher Scientific con fuente de Rodio-Paladio (Rh-Pd), con el fin de determinar la composición química y de asegurar una relación molar Ca/P adecuada. Para determinar las fases cristalinas obtenidas en cada precursor, se utilizó la difracción de rayos X (DRX) empleando un equipo PANalytical de referencia Empyrean, con fuente de radiación de Cobre (Cu kα, λ= 1,5418 Å) a 45 kV y 40 mA realizando un barrido en el rango 2θ de 5° a 90° a un paso de 0,01° por segundo. Las fases obtenidas fueron identificadas mediante la comparación con los estándares JCPDS 09-0348 para FTC-α; 09-0169, para FTC-β; y 46-905, para HADC. La espectroscopía infrarroja con transformada de Fourier (FTIR) se usó para corroborar los enlaces químicos presentes, utilizando un equipo PelkinElmer en modo reflectancia total atenuada (ATR) para lo cual se realizó un barrido en número de onda en el rango de 3200 a 350 cm-1. Finalmente, se realizó microscopía electrónica de barrido (MEB) con el fin de observar la morfología obtenida, utilizando un equipo JOEL JSM 6490 LV de alto vacío a 20 kV. El Poloxámero 407 se caracterizó mediante FTIR y DRX empleando los mismos equipos y parámetros mencionados anteriormente.
Se determinó la densidad aparente y porosidad aparente abierta de los cementos fraguados empleando la norma europea para cerámica avanzada DIN EN 1389, donde se determinaron tres diferentes tipos de masa: la masa seca durante 24 horas a 80 °C, la masa aparente de la muestra sumergida durante 24 horas en agua desionizada, permitiendo el llenado de los poros abiertos y, por último, la masa de la muestra impregnada de líquido después de ser secada superficialmente con un papel absorbente para posteriormente ser pesada en aire [
Los ensayos de inyectabilidad y cohesión de las tintas se realizaron siguiendo los lineamientos propuestos por [
2.4. Caracterización mecánica
Se caracterizó mecánicamente los CFC empelando probetas moldeadas manualmente con geometría cilíndrica con dimensiones de 6,35 mm de diámetro y 12,70 mm de altura; para el ensayo se empleó una máquina universal de ensayos Shimadzu AGS X con celda de carga de 50 kN. Los resultados obtenidos en el ensayo de compresión axial se analizaron por medio de un análisis de distribución de Weibull para 15 probetas ensayas de cada CFC [
El procedimiento efectuado para el cálculo y gráfico de la probabilidad de fallo del material se realizó mediante (2) propuesta por [

Posteriormente, para calcular las distribuciones acumuladas se empleó (3), donde Pf (α) corresponde a la probabilidad de falla del material a cierto esfuerzo aplicado α, m es el módulo de Weibull y σo es la resistencia para la cual el 63 % de las muestras fallan.
2.5. Pruebas in vitro
A modo de análisis comparativo, se estudió la degradación acelerada in vitro de los CFC, siguiendo los lineamientos propuestos por [
3. RESULTADOS Y ANÁLISIS
3.1 Caracterización de los precursores
3.1.1 FRX de los precursores FTC-α y HAC-B
Los resultados FRX de los polvos de FTC-α y de HAC-B se presentan en la Tabla 1. La relación Ca/P obtenida fue de 1,47 para el FTC-α y de 1,73 para la HAC-B, que corrobora la correcta síntesis de estos reactivos al compararlos con lo reportado por otros autores donde presentan valores de Ca/P de 1,5 y 1,67 respectivamente [
3.1.2 FTIR de los precursores FTC-α y HAC-B
La Figura 1 muestra los espectros FTIR de las muestras FTC-α e HAC-B obtenidas. Finalizado el proceso de síntesis, se corrobora la transformación y estabilización de la fase α del FTC a temperatura ambiente por la presencia de los modos de vibración característicos del ion PO43- presentados a continuación (Figura 1a), la banda más amplia correspondiente a los números de onda 1058, 1013 y 984 cm-1 indican el estiramiento antisimétrico (ν3) del enlace P-O; a 954 cm-1 se presenta el estiramiento simétrico (ν1) del enlace P-O; en los números de onda 558 y 580 cm-1 se encuentra la flexión antisimétrica (ν4) del enlace P-O; y finalmente, a 444 cm-1, se presenta el balanceo simétrico (ν2) del enlace P-O [
En cuanto a la HAC-B se observan, según la Figura 1b, los picos con mayor intensidad identificados en los números de onda 1024 y 960 cm-1 que corresponden al estiramiento asimétrico (ν3) del ion PO43-, las bandas a 502 y 564 cm-1 son indicativas del estiramiento simétrico (ν4) del ion PO43- y el pico correspondiente al número de onda 3572 cm-1 se atribuye al estiramiento (νs) del ion OH- representativo en la hidroxiapatita. Se corroboró la sustitución iónica esperada para la HAC-B representada en los picos ubicados en 1450-1414 (ν3) y 874 (ν2) cm-1 atribuidos a la vibración de estiramiento antisimétrica del enlace C-O presente en el ion (CO32-) [
3.1.3 DRX y MEB de los precursores FTC-α y HAC-B
En la Figura 2a-b se muestran las imágenes MEB obtenidas para los polvos de FTC-α (Figura 2a) y HAC-B (Figura 2b). Para el FTC-α se aprecia una amplia distribución de tamaños de partícula con geometría irregular y bordes redondeados logrado por el proceso de molienda al que fue sometido; de igual forma se puede apreciar aglomeración entre partículas lo que puede atribuirse a humedad presente. Para la HAC-B se puede apreciar el tamaño submicrométrico que se obtiene por la ruta de procesamiento utilizada y la aglomeración de las partículas atribuida a su tamaño e higroscopicidad.
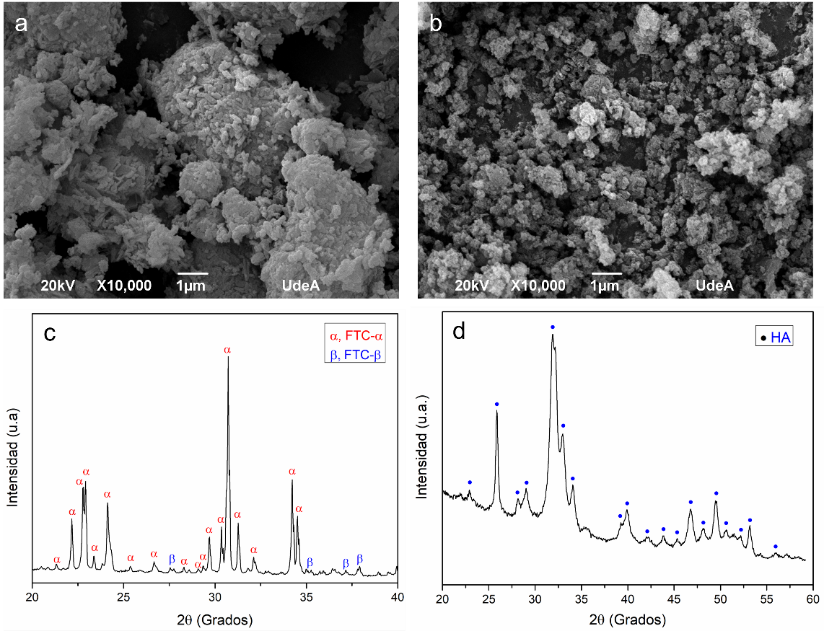
Presenta en la Figura 2c-d el DRX de los precursores FTC-α (Figura 2c) y HAC-B (Figura 2d). Se tiene que los picos corresponden principalmente a la estabilización de FTC-α a temperatura ambiente obtenida gracias al tratamiento térmico y que, de igual forma, hay presencia poco representativa de fase β en la muestra [
3.1.4 FTIR y DRX del Poloxámero 407
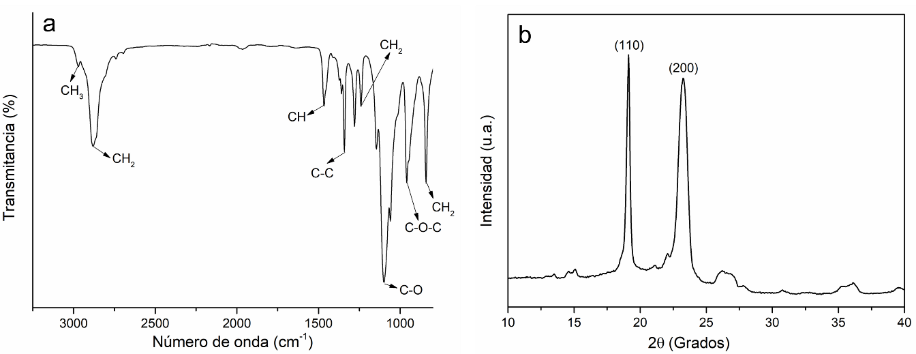
El espectro IR del Poloxámero 407 se muestra en la Figura 3a donde se destacan los picos característicos presentes a 2972 y 2880 cm-1 atribuidos a los grupos funcionales CH3 y CH2, respectivamente; a 1466 cm-1 se encuentra presente la flexión del grupo funcional CH; a 1346 cm-1 se presenta el aleteo del grupo funcional CH2 con la flexión de estiramiento del enlace C-C; también se puede ver el balanceo del grupo funcional CH2 a 1240 cm-1. Las vibraciones de estiramiento a 1100 y 960 cm-1 están atribuidas a los enlaces C-O y C-O-C, respectivamente; y finalmente, a 840 cm-1, se presenta el balanceo del grupo funcional CH2 [
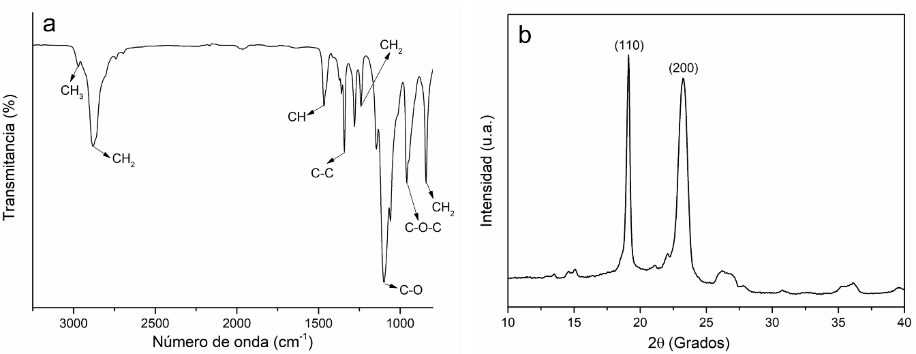
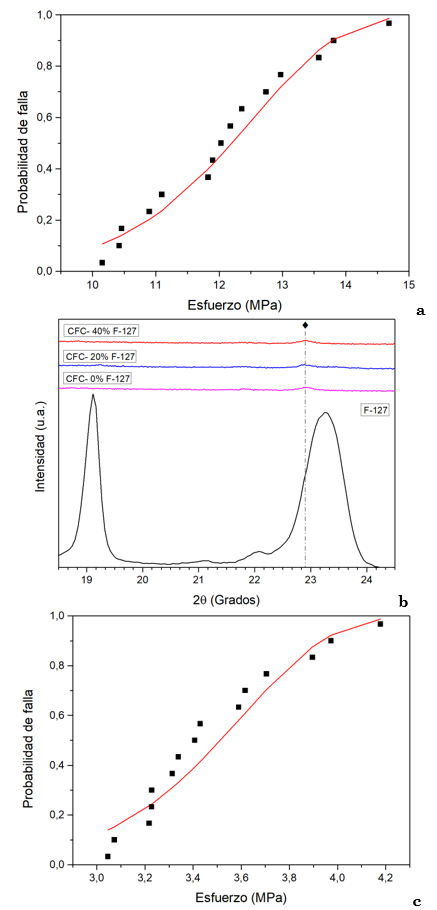
Debido a que el Poloxámero 407 es un polímero semicristalino compuesto por fases cristalinas de polióxido de etileno (PEO) y fases amorfas de polióxido de propileno (PPO,) en la Figura 3b se muestra el patrón de difracción de rayos X que confirma su carácter semicristalino. Los dos picos de mayor intensidad a 19° y 23° corresponden a los planos (110) y (200) de la fase cristalina del polímero [
3.2 Caracterización fisicoquímica, mecánica e in vitro de los CFC
3.2.1. FRX
La relación molar Ca/P obtenida para cada tinta se muestra en la Tabla 2. Las tintas evaluadas poseen una relación Ca/P similar a la relación que se tiene para la HADC presente en la fase mineral del hueso, la cual se encuentra en un rango de 1,5-1,67, lo que puede significar una buena biocompatibilidad entre el implante y el tejido [
| % peso | moles | ||||
| Ca | P | Ca | P | Relación Molar Ca/P | |
| CFC- 0 % F-127 | 35,53 | 18,94 | 0,88 | 0,61 | 1,45 |
| CFC- 20 % F-127 | 32,19 | 16,13 | 0,80 | 0,52 | 1,55 |
| CFC- 40 % F-127 | 29,32 | 14,62 | 0,73 | 0,47 | 1,55 |
3.2.2. FTIR
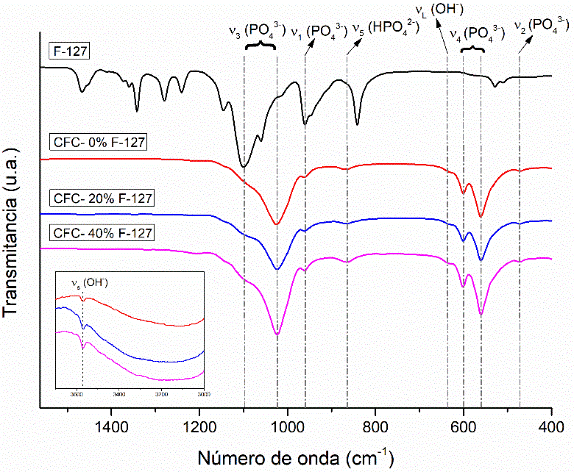
En la Figura 4 se presentan los espectros IR del Poloxámero 407 y las tintas después del proceso de fraguado. Los espectros de las tintas son aproximadamente idénticos lo que indica que la presencia de Poloxámero 407 e HAC-B dentro de los compuestos no interfieren en la precipitación de la fase HA deseada, ya que, a pesar de que no se tiene un análisis cuantitativo, en las tres tintas se presentan los picos característicos de dicha fase y estos se repiten aproximadamente al mismo número de onda en las tres tintas, lo que cualitativamente muestra una similitud entre las muestras. Se evidencia la formación de HA debido a los modos de vibración característicos en los números de onda enunciados a continuación: para el ion PO43- se presentan ν1 a 960 cm-1, ν2 a 474 cm-1, ν3 a 1098-1024 cm-1 y ν4 a 560-600 cm-1, donde los modos de vibración en números de onda de 960 cm-1 y 1098-1024 cm-1 se atribuyen al estiramiento simétrico y asimétrico del enlace P-O, respectivamente, y los modos de vibración en los números de onda 474 cm-1 y 560-600 cm-1 son asignados a la flexión del enlace O-P-O de ion fosfato. Por otro lado, los picos del grupo hidroxilo (OH-) de la HA se encuentran en los números de onda de 3570 cm-1, correspondiente al estiramiento νs y a 636 cm-1, correspondiente al modo νL; finalmente, a 864 cm-1 se muestra el modo de estiramiento P-O(H), correspondiente al grupo hidrogenofosfato, indicativo de la deficiencia de calcio de la HADC lo que se corroborará con los resultados de DRX y MEB [
3.2.3. DRX
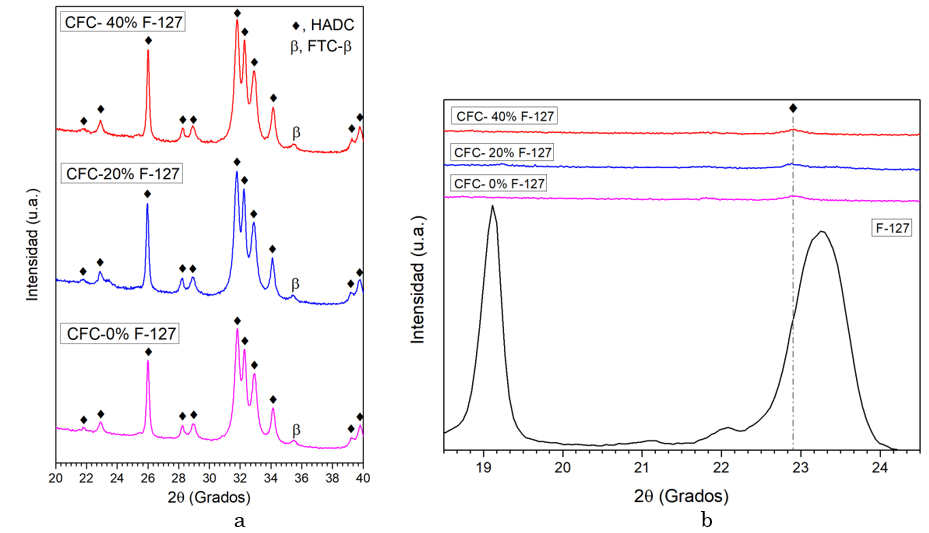
En la Figura 5 se presentan los difractogramas de las tres tintas. En la Figura 5a se corrobora la formación de HADC debido a los picos de mayor intensidad a 25,99°, 31,78°, 32,24°, 32,87° y 34,09° con algunos remanentes de FTC-β [42]. Adicionalmente, se hizo un análisis detallado en el rango de 18° a 20°, alrededor de los picos característicos del Poloxámero 407 con el objetivo de presenciar algún remanente del polímero finalizado el proceso de fraguado. Según la Figura 5b, se evidencia que no existe presencia de polímero para ninguna de las tintas evaluadas y que el pico más próximo a los 23° corresponde a la HADC precipitada. La no presencia de remanentes de Poloxámero 407 finalizado el proceso de fraguado se atribuye a la lixiviación progresiva del polímero en el medio de fraguado debido a su naturaleza anfifílica [
3.2.4. Análisis morfológico de las tintas
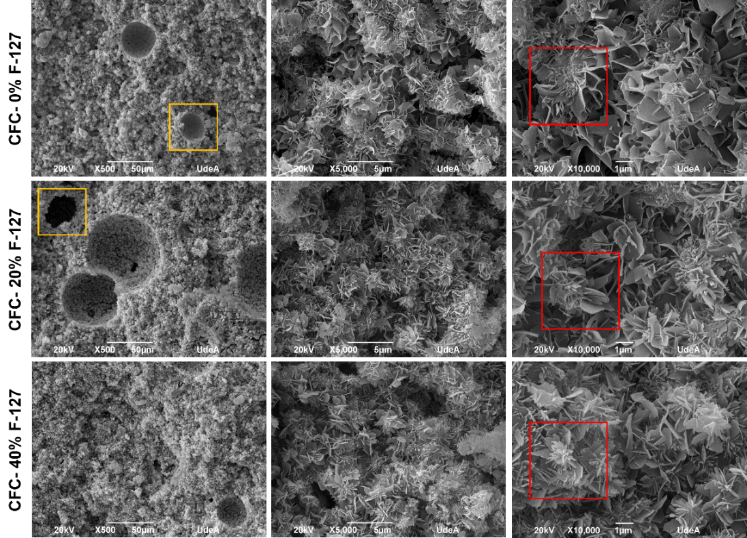
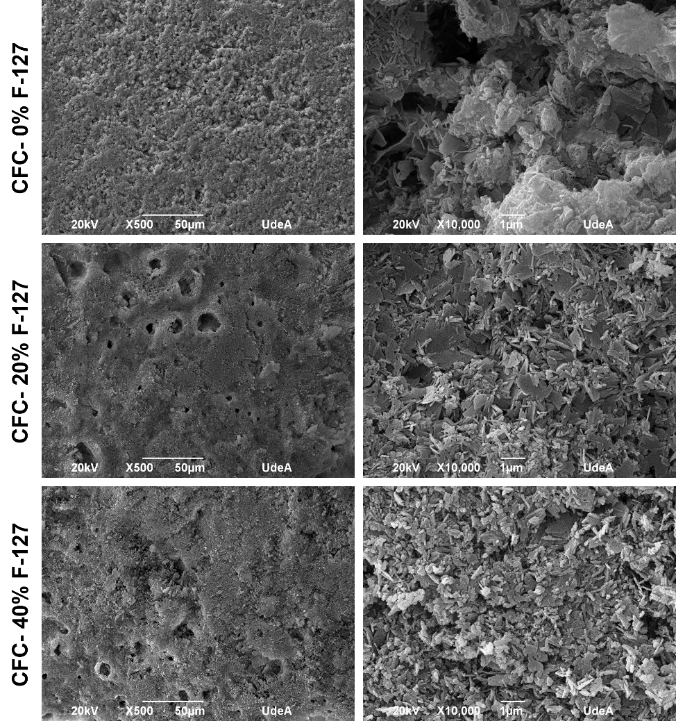
La Figura 6 presenta las imágenes MEB tomadas a la superficie de fractura de las probetas cilíndricas de las tres tintas después del ensayo de compresión axial. Se evidencia la morfología en forma de placas característica de la HADC precipitada debido a la hidrólisis completa del α-FTC (recuadros rojos), además, a bajos aumentos se puede observar una superficie irregular con algunos vacíos debido al proceso de moldeo manual o a la disolución de algunos aglomerados del polímero, lo que puede permitir el anclaje de células formadoras de hueso favoreciendo la bioactividad del injerto (recuadros amarillos) [
3.2.5 Resistencia máxima a compresión axial
En la Figura 7 se presentan dos curvas para cada gráfica; la curva punteada pertenece a los datos experimentales los cuales se graficaron empleando (2), mientras que la línea continua se calculó y graficó haciendo uso de (3) para la probabilidad de Weibull. También en la Tabla 3 se compilan los parámetros de Weibull y el esfuerzo característico para las probabilidades de falla del 20 %, 50 % y 90 % de las muestras evaluadas. El esfuerzo característico y el esfuerzo a las probabilidades de falla de 20 %, 50 % y 90 % disminuyen con la adición de Poloxámero 407, lo que posiblemente se deba a una mayor porosidad en las tintas CFC- 20 % F-127 y CFC- 40 % F-127, que puede generarse por la disolución de las micelas del polímero durante el proceso de fraguado. De igual forma, tomando como referencia el esfuerzo al cual fallan el 90 % de las muestras, se puede decir que los cementos obtenidos podrían ser empleados como injerto óseo en zonas de hueso trabecular donde se soportan esfuerzos de compresión aproximados entre 2-10 MPa [
| Tinta | σ0 (MPa) | M | Pf-20 % | Pf-50 % | Pf-90 % |
| CFC- 0 % F-127 | 12,67 | 9,87 | 10,89 | 12,17 | 13,80 |
| CFC- 20 % F-127 | 5,55 | 6,00 | 4,36 | 5,27 | 6,58 |
| CFC- 40 % F-127 | 3,64 | 10,65 | 3,21 | 3,52 | 3,97 |
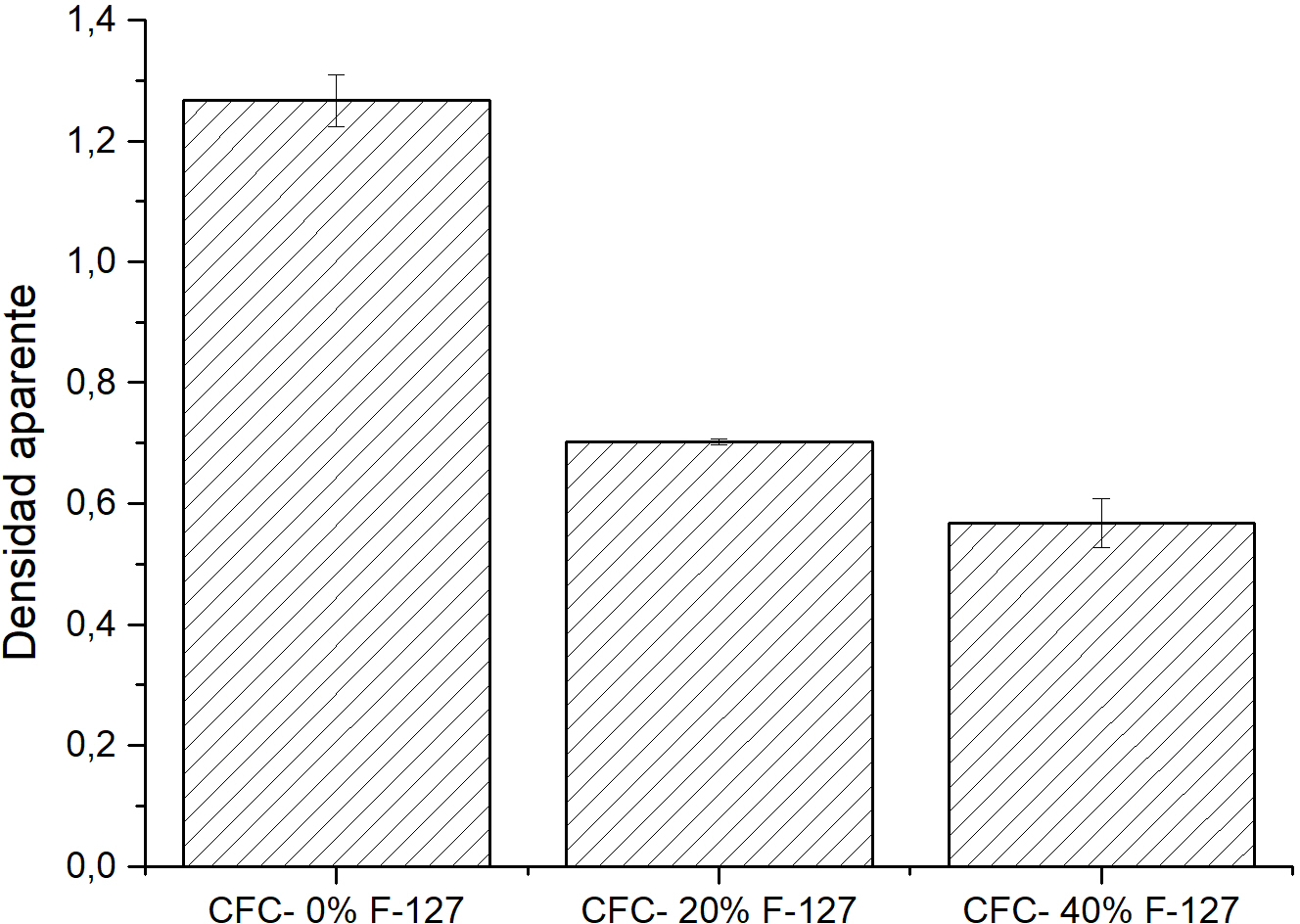
3.2.6 Densidad y porosidad aparente
En este tipo de cementos, la cristalinidad, el tamaño de grano, el área superficial específica y el contenido de porosidad, son factores influyentes en su comportamiento ante la degradación en condiciones fisiológicas, es por esto que determinar la porosidad y densidad aparente puede dar un indicio del comportamiento, no solo a la degradación, sino también a las propiedades mecánicas finales de este [
3.2.7 Ensayo de degradación acelerada
En las micrografías MEB de la Figura 9 se presenta la morfología de la superficie de las tres tintas después del proceso de degradación acelerada durante ocho horas en el medio ácido, el cual simuló, en condiciones fisiológicas aceleradas (37 °C, 100 RPM y pH 2,0), la degradación por osteoclastos durante el proceso de regeneración ósea. Se puede observar que, en comparación con las imágenes MEB obtenidas en la Figura 6, a bajos aumentos, la superficie de las muestras presentan menor irregularidad y, de igual forma, a mayores aumentos, se puede observar una degradación de los cristales de HADC a causa del medio ácido, notándose una disolución de las placas de HADC [
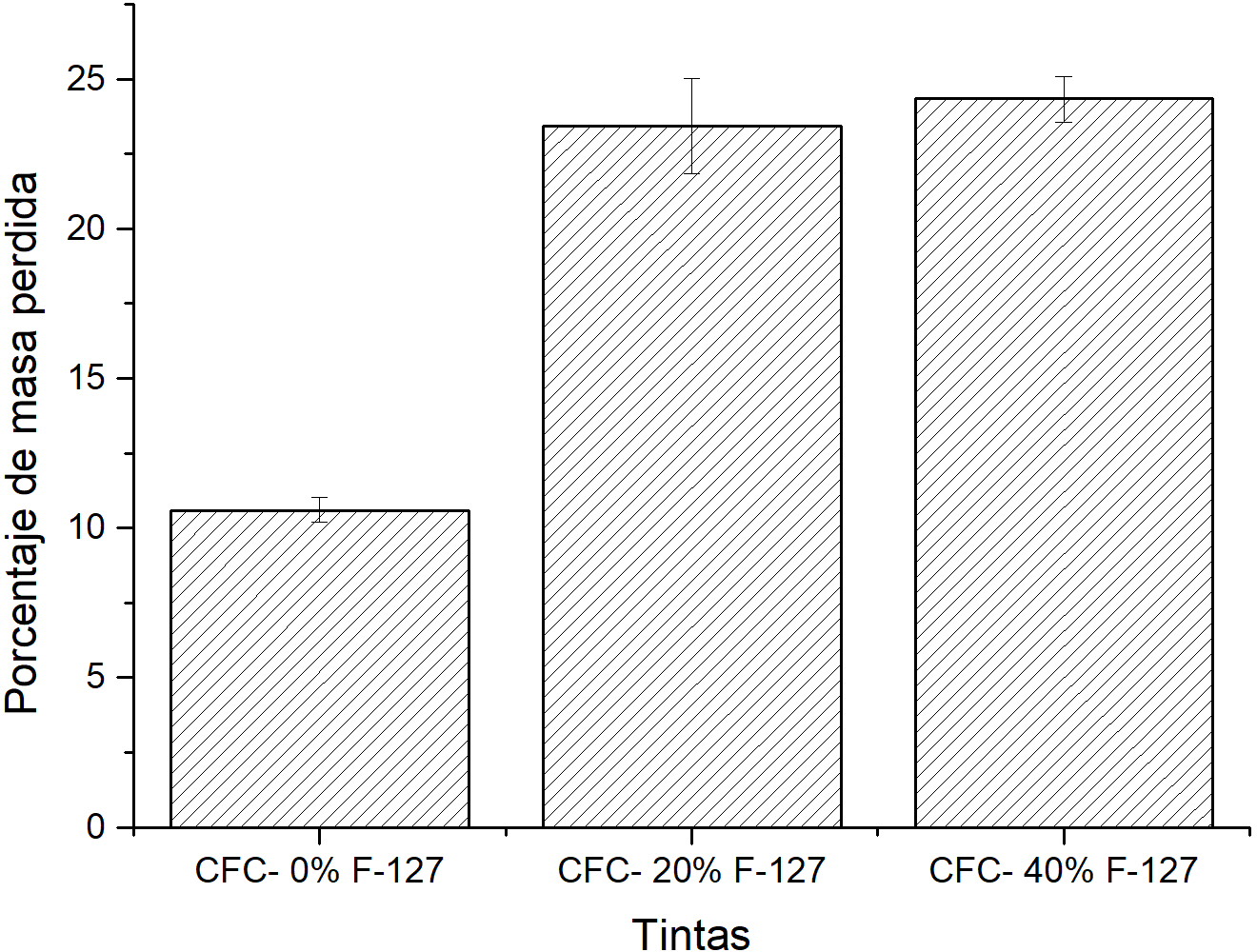
La Figura 10 presenta la pérdida en peso calculada después del proceso de degradación, lo cual corrobora lo observado en las micrografías de la Figura 9 donde la presencia de Poloxámero 407 influye notoriamente en el proceso de degradación debido a la presencia de mayor área expuesta para la degradación. La masa perdida de las tintas con polímero es más del doble de la tinta CFC- 0 % F-127, dada la posible presencia de mayor porosidad y menor densidad causada por el espaciamiento entre partículas producto de la formación micelar del polímero, corroborado en los resultados de la Figura 8 [
3.3 Pruebas de inyectabilidad y cohesión de la tinta cerámica
En la Figura 11 a-b se presenta el diagrama de barras para la capacidad de inyectabilidad en términos de porcentaje de inyectabilidad de cada una de las tintas y, a la derecha, las imágenes de los extruidos logrados en dicho ensayo. La tinta que presentó mayor porcentaje de inyectabilidad fue la CFC- 0 % F-127, sin ninguna adición de Poloxámero 407, con un (57,11 ± 0,42) %, seguida de las tintas CFC- 20 % F-127 y CFC- 40 % F-127, con (52,98 ± 2,75) % y (53,92 ± 0,) %, respectivamente.
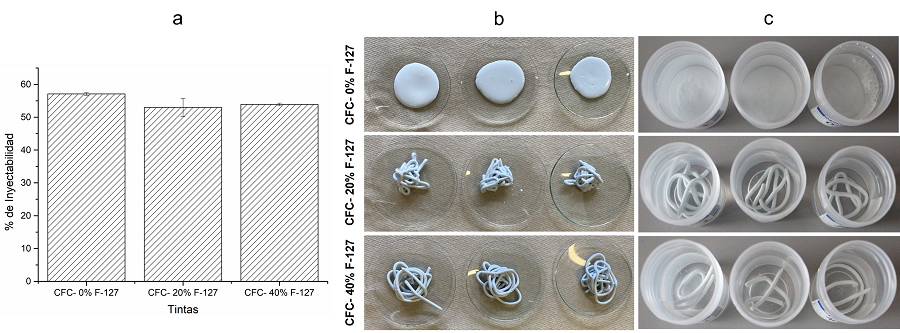
El porcentaje de inyectabilidad da indicio de la capacidad que tiene la tinta para ser extruida por un orificio pequeño, sin embargo, este parámetro no tiene en cuenta la capacidad del extruido para conservar la forma luego de su inyección, siendo importante complementar el análisis con las imágenes del extruido. La mayor facilidad de CFC- 0 % F-127 es atribuida a la separación de fases ocurrida durante la extrusión, debido al carácter líquido atribuido a la alta relación L/P (0,75 mL/g) empleada. Aunque las tintas CFC- 20 % F-127 y CFC- 40 % F-127 no poseen la misma inyectabilidad de CFC- 0 % F-127, debido al incremento de la viscosidad de la tinta se puede notar que conservó satisfactoriamente la forma después de extruida. La tinta CFC- 40 % F-127 presentó hilos más definidos que CFC- 20 % F-127, lo que potencializa la capacidad de ambas tintas para ser implementadas en impresión 3D por extrusión [
La Figura 11 c muestra los resultados de cohesión de las tintas, donde la tinta CFC- 0 % F-127 sin adición de Poloxámero 407 a la relación L/P trabajada de 0,75 mL/g se disolvió inmediatamente sumergida en la solución salina, resultado indeseado ya que puede favorecer un riesgoso desprendimiento de partículas dentro del cuerpo humano. Las tintas que contienen Poloxámero 407 presentaron muy buena cohesión y conservación de la forma pasadas las 24 horas, lo que presentaría menos riesgo de liberación de partículas durante un fraguado in vivo [
4. CONCLUSIONES
Se realizaron tintas cerámicas de cemento de fosfato de calcio e hidroxiapatita carbonatada tipo B con adición de Poloxámero 407 a diferentes concentraciones en peso (0, 20 % y 40%); se logró identificar que la presencia de Poloxámero 407 no presenta una influencia significativa en la precipitación de la fase HADC por hidrólisis del α-FTC. La adición de Poloxámero 407 influye significativamente sobre las propiedades mecánicas de los cementos, ya que la resistencia a la compresión de las tintas CFC- 20 % F-127 y CFC- 40 % F-127 con adición de polímero disminuye en un 52,68 % y 81,23 % con respecto a la tinta CFC- 0 % F-127, asociado a la mayor porosidad inducida por el Poloxámero.
La disminución de la densidad y el aumento de la porosidad de los cementos aumenta por la adición de Poloxámero 407, lo cual es atribuido a la formación micelar del polímero cuando entra en contacto con la fase acuosa durante la preparación de la tinta. La tasa de degradación acelerada y la disolución de los cristales de HADC aumentan en las tintas CFC- 20 % F-127 y CFC- 40 % F-127 con respecto a la tinta CFC- 0 % F-127, ya que, a mayor cantidad de polímero mayor será la porosidad del material y, por tanto, mayor área expuesta que interactúa con el medio degradante, lo que lleva a una mayor pérdida de peso.
Las pruebas de inyectabilidad y cohesión de las tintas muestran que la adición de Poloxámero 407 disminuye significativamente la separación de fases a altas relaciones L/P, permitiendo la formación de hilos definidos, con buena conservación de la forma y potencializando su implementación en impresión 3D por extrusión para el área de la medicina ortopédica.
5. AGRADECIMIENTOS
Los autores agradecen a la Facultad de Ingeniería de la Universidad de Antioquia, en especial a la Vicerrectoría de Extensión, al Comité para el Desarrollo de la Investigación (CODI) y al proyecto FIT19-2-02 del Fondo de Innovación Tecnológica de la Universidad de Antioquia por el apoyo financiero parcial al proyecto PR20-2-08.
CONFLICTO DE INTERÉS
Los autores no declaran conflictos de interés.
CONTRIBUCIÓN DE LOS AUTORES
Los autores mencionados en este manuscrito han realizado una contribución significativa para esta investigación, especificada a continuación:
María Paula Sarmiento: realizó ensayos experimentales, el análisis de los resultados y la redacción del manuscrito.
Juan Fernando Hernández: contribuyó a la realización de los ensayos experimentales, al análisis de los resultados y a la revisión del manuscrito.
Jeisson Steven Ruiz: contribuyó al análisis de los resultados y la revisión del manuscrito.
Daniel Moreno: contribuyó en el análisis de resultados y la corrección del manuscrito.
María Esperanza López: coordinó el proyecto, contribuyó en el análisis de resultados; y a la revisión y corrección del manuscrito.
6. REFERENCIAS
- arrow_upward [1] M. P. Nikolova; M. S. Chavali, “Recent advances in biomaterials for 3D scaffolds: A review”, Bioact. Mater., vol. 4, 271–292, Dec. 2019. https://doi.org/10.1016/j.bioactmat.2019.10.005
- arrow_upward [2] S. Davaie; T. Hooshmand; S. Ansarifard, “Different types of bioceramics as dental pulp capping materials: A systematic review”, Ceram. Int., vol. 47, no. 1, pp. 20781-20792, Aug. 2021. https://doi.org/10.1016/j.ceramint.2021.04.193
- arrow_upward [3] D. Shekhawat; A. Singh; M. K. Banerjee; T. Singh; A. Patnaik, “Bioceramic composites for orthopaedic applications: A comprehensive review of mechanical, biological, and microstructural properties”, Ceram. Int., vol. 47, no. 3, pp. 3013-3030, Feb. 2021 https://doi.org/10.1016/j.ceramint.2020.09.214
- arrow_upward [4] S. V. Dorozhkin, “Calcium-orthophosphate-based bioactive ceramics”, Elsevier Ltd., pp. 297-405, 2018. https://doi.org/10.1016/B978-0-08-102203-0.00013-5
- arrow_upward [5] H. Jodati; B. Yılmaz; Z. Evis, “A review of bioceramic porous scaffolds for hard tissue applications: Effects of structural features”, Ceram. Int., vol. 46, no. 10, pp. 15725-15739, Jul. 2020. https://doi.org/10.1016/J.CERAMINT.2020.03.192
- arrow_upward [6] P. Kumar; B. S. Dehiya; A. Sindhu, “Bioceramics for Hard Tissue Engineering Applications: A Review”, vol. 13, no. 5, pp. 2744-2752. 2018. http://www.ripublication.com
- arrow_upward [7] M. Manzano; M. Vallet-Regí, “Revisiting bioceramics: Bone regenerative and local drug delivery systems”, Prog. Solid State Chem., vol. 40, no. 3, pp. 17-30, Aug. 2012. https://doi.org/10.1016/j.progsolidstchem.2012.05.001
- arrow_upward [8] N. W. Kucko; R.-P. Herber; S. C. G. Leeuwenburgh; J. A. Jansen, “Calcium Phosphate Bioceramics and Cements”, in: Princ. Regen. Med., Elsevier, pp. 591-611. 2019. https://doi.org/10.1016/b978-0-12-809880-6.00034-5
- arrow_upward [9] I. Lodoso-Torrecilla; J. J. J. P. van den Beucken; J. A. Jansen, “Calcium phosphate cements: Optimization toward biodegradability”, Acta Biomater, vol. 119, pp. 1-12, Jan. 2021 1–12. https://doi.org/10.1016/j.actbio.2020.10.013
- arrow_upward [10] J. Ferguson; M. Diefenbeck; M. McNally, “Ceramic Biocomposites as Biodegradable Antibiotic Carriers in the Treatment of Bone Infections”, J. Bone Jt. Infect., vol. 2, no. 1, pp. 38-51, Jan. 2017. https://doi.org/10.7150/jbji.17234
- arrow_upward [11] N. Eliaz; N. Metoki, “Calcium phosphate bioceramics: A review of their history, structure, properties, coating technologies and biomedical applications”, Materials, vol. 10, no. 4, pp. 1-99, Mar. 2017. https://doi.org/10.3390/ma10040334
- arrow_upward [12] A. Barba et al., “Osteogenesis by foamed and 3D-printed nanostructured calcium phosphate scaffolds: Effect of pore architecture”, Acta Biomater., vol. 79, pp. 135-147, Oct. 2018. https://doi.org/10.1016/j.actbio.2018.09.003
- arrow_upward [13] M. P. Ginebra; M. Espanol; Y. Maazouz; V. Bergez; D. Pastorino, “Bioceramics and bone healing”, EFORT Open Rev., vol. 3, no. 5, pp. 173-183, May. 2018. https://doi.org/10.1302/2058-5241.3.170056
- arrow_upward [14] Y. Maazouz; E. B. Montufar; J. Malbert; M. Espanol; M. P. Ginebra, “Self-hardening and thermoresponsive alpha tricalcium phosphate/pluronic pastes”, Acta Biomater., vol. 49, pp. 563-574, Feb. 2017. https://doi.org/10.1016/j.actbio.2016.11.043
- arrow_upward [15] R. O’Neill et al., “Critical review: Injectability of calcium phosphate pastes and cements”, Acta Biomater., vol. 50, pp. 1-9, Mar. 2017. https://doi.org/10.1016/j.actbio.2016.11.019
- arrow_upward [16] E. B. Montufar; Y. Maazouz; M. P. Ginebra, “Relevance of the setting reaction to the injectability of tricalcium phosphate pastes”, Acta Biomater., vol. 9, no. 4, pp. 6188-6198, Apr. 2013. https://doi.org/10.1016/j.actbio.2012.11.028
- arrow_upward [17] E. Giuliano; D. Paolino; M. Fresta; D. Cosco, “Mucosal applications of poloxamer 407-based hydrogels: An overview”, Pharmaceutics., vol. 10, no. 10, pp. 1-27, Sep. 2018. https://doi.org/10.3390/pharmaceutics10030159
- arrow_upward [18] P. Zarrintaj et al., “Poloxamer: A versatile tri-block copolymer for biomedical applications”, Acta Biomater., vol. 110, pp. 37-67, Jul. 2020. https://doi.org/10.1016/j.actbio.2020.04.028
- arrow_upward [19] L. Klouda; A. G. Mikos, “Thermoresponsive hydrogels in biomedical applications”, Eur. J. Pharm. Biopharm., vol. 68, no. 1, pp. 34-45, Jan. 2008. https://doi.org/10.1016/j.ejpb.2007.02.025
- arrow_upward [20] S. Esslinger; R. Gadow, “Additive manufacturing of bioceramic scaffolds by combination of FDM and slip casting”, J. Eur. Ceram. Soc., vol. 40, no. 11, pp. 3707–3713, Sep. 2020. https://doi.org/10.1016/j.jeurceramsoc.2019.10.029
- arrow_upward [21] B. Zhang et al., “Porous bioceramics produced by inkjet 3D printing: Effect of printing ink formulation on the ceramic macro and micro porous architectures control”, Compos. Part B Eng., vol. 155, pp. 112-121, Dec. 2018. https://doi.org/10.1016/j.compositesb.2018.08.047
- arrow_upward [22] D. Moreno; F. Vargas; J. Ruiz, M. E. López, “Solid-state synthesis of alpha tricalcium phosphate for cements used in biomedical applications”, Bol. La Soc. Esp. Ceram. y Vidr., vol. 59, no. 5, pp. 193-200, Sep. 2020 . https://doi.org/10.1016/j.bsecv.2019.11.004
- arrow_upward [23] J.-P. Lafon, “Synthèse, stabilité thermique et frittage d'hydroxyapatites carbonatées”, (Tesis Doctoral), Université de Limoges, Faculté des sciences et technique. (2004).
- arrow_upward [24] Y. L. Botero, “Hidroxiapatita Carbonatada, una Opción Como Biomaterial Para Implantes: Una Revisión Del Estado Del Arte”, Rev. Colomb. Mater., no. 8, pp. 79–97, Jun. 2016.
- arrow_upward [25] M. I. Ochoa Gómez; E. López; H. Copete, “Síntesis y caracterización de polvos de hidroxiapatita carbonatada tipo b con diferentes contenidos de carbonato”, Rev. Colomb. Mater., no. 17, pp. 22-32, Sep. 2021. https://doi.org/10.17533/UDEA.RCM.N17A03
- arrow_upward [26] N. K. Pandit; J. Kisaka, “Loss of gelation ability of Pluronic® F127 in the presence of some salts”, Int. J. Pharm., vol. 145, no. 1-2, pp. 129–136, Dec. 1996. https://doi.org/10.1016/S0378-5173(96)04748-5
- arrow_upward [27] ASTM C1424 -15, Standard Test Method for Monotonic Compressive Strength of Advanced Ceramics at Ambient Temperature, ASTM Int., pp. 1–13, 2019. https://doi.org/10.1520/C1424-10
- arrow_upward [28] DIN 1389, Determination of Density and Apparent Porosity, DIN (2003) 1-8
- arrow_upward [29] C. Baudín; T. Benet; P. Pena, “Effect of graphene on setting and mechanical behaviour of tricalcium phosphate bioactive cements”, J. Mech. Behav. Biomed. Mater., vol. 89, pp. 33-47, Jan. 2019. https://doi.org/10.1016/j.jmbbm.2018.09.002
- arrow_upward [30] A. Diez-Escudero; M. Espanol; S. Beats; M. P. Ginebra, “In vitro degradation of calcium phosphates: Effect of multiscale porosity, textural properties and composition”, Acta Biomater., vol. 60, pp. 81-92, Sep. 2017. https://doi.org/10.1016/j.actbio.2017.07.033
- arrow_upward [31] R. G. Carrodeguas; S. De Aza, “α-Tricalcium phosphate: Synthesis, properties and biomedical applications”, Acta Biomater., vol. 7, no. 10, pp. 3536-3546, Oct. 2011. https://doi.org/10.1016/J.ACTBIO.2011.06.019
- arrow_upward [32] L. Sinusaite et al., “Synthesis and luminescent properties of Mn-doped alpha-tricalcium phosphate”, Ceram. Int., vol. 47, no. 4, pp. 5335–5340 2021. https://doi.org/10.1016/J.CERAMINT.2020.10.114
- arrow_upward [33] S. A. Siddiqi; U. Azhar, Carbonate substituted hydroxyapatite, Elsevier Ltd, pp. 149-173, 2020. https://doi.org/10.1016/b978-0-08-102834-6.00006-9
- arrow_upward [34] K. Benataya; M. Lakrat; L.L. Elansari; E. Mejdoubi, “Synthesis of B-type carbonated hydroxyapatite by a new dissolution-precipitation method”, Mater. Today Proc., vol. 31, Sup. 1, S83–S88, 2020. https://doi.org/10.1016/J.MATPR.2020.06.100
- arrow_upward [35] S. Shamsi; A. A. Alagan; S. N. E. Sarchio; F. Md Yasin, “Synthesis, characterization, and toxicity assessment of Pluronic F127-functionalized graphene oxide on the embryonic development of Zebrafish (Danio Rerio)”, Int. J. Nanomedicine., vol. 15, pp. 8311—8329, Oct. 2020. https://doi.org/10.2147/IJN.S271159
- arrow_upward [36] M. E. Dmitrenko et al., “The development and study of novel membrane materials based on polyphenylene isophthalamide - Pluronic F127 composite”, Mater. Des., vol. 165, pp. 107596, Mar. 2019. https://doi.org/10.1016/J.MATDES.2019.107596
- arrow_upward [37] W. Li et al., “Electrospinning of Polycaprolactone/Pluronic F127 dissolved in glacial acetic acid: fibrous scaffolds fabrication, characterization and in vitro evaluation”, J. Biomater. Sci. Polym. Ed., vol. 29, no. 10, pp. 1155-1167, Feb. 2018. https://doi.org/10.1080/09205063.2018.1439431
- arrow_upward [38] J. Deng; L. Huang; F. Liu, “Understanding the structure and stability of paclitaxel nanocrystals”, Int. J. Pharm., vol. 390, no. 2, pp. 242-249, May. 2010. https://doi.org/10.1016/j.ijpharm.2010.02.013
- arrow_upward [39] F. M. Cabrini; M. Champeau; M. G. de Oliveira, “Effect of Pluronic F127 on the 3D pore morphology of poly (N-isopropylacrylamide-co-acrylic acid) hydrogels and their nitric oxide release from S-nitrosoglutathione”, J. Appl. Polym. Sci., vol. 137, no. 36, pp. 49056, Feb. 2020. https://doi.org/10.1002/APP.49056
- arrow_upward [40] M.P. Ginebra; C. Canal; M. Espanol; D. Pastorino; E.B. Montufar, “Calcium phosphate cements as drug delivery materials”, Adv. Drug Deliv. Rev., vol. 64, no. 12, pp. 1090-1110, Sep. 2012. https://doi.org/10.1016/j.addr.2012.01.008
- arrow_upward [41] I. Grigoraviciute-Puroniene; Y. Tanaka; V. Vegelyte; Y. Nishimoto; K. Ishikawa; A. Kareiva, “A novel synthetic approach to low-crystallinity calcium deficient hydroxyapatite”, Ceram. Int. 45, pp. 15620–15623, 2019. https://doi.org/10.1016/J.CERAMINT.2019.05.072
- arrow_upward [42] S. V. Dorozhkin, “Calcium orthophosphate bioceramics”, Ceram. Int., vol. 41, no. 10, Part. B, pp. 13913–13966 2015. https://doi.org/10.1016/j.ceramint.2015.08.004
- arrow_upward [43] S. Raymond et al., “Accelerated hardening of nanotextured 3D-plotted self-setting calcium phosphate inks”, Acta Biomater., vol. 75, pp. 451–462, Jul. 2018. https://doi.org/10.1016/J.ACTBIO.2018.05.042
- arrow_upward [44] S. B. H. Farid, “Hard tissue engineering applications”, in: Bioceram. Mater. Sci. Eng., Elsevier, pp. 119–158, 2019. . https://doi.org/10.1016/b978-0-08-102233-7.00005-7
- arrow_upward [45] U. Tariq; R. Hussain; K. Tufail; Z. Haider; R. Tariq; J. Ali, “Injectable dicalcium phosphate bone cement prepared from biphasic calcium phosphate extracted from lamb bone”, Mater. Sci. Eng. C. Mater. Biol. Appl., vol. 103, pp. 109863, Jun. 2019. https://doi.org/10.1016/J.MSEC.2019.109863

