Techno-Economic Evaluation of a Skimmed Milk Powder Production Process
Evaluación técnico-económica de un proceso de producción de leche descremada en polvo
 PDF
PDF
Received: April 05, 2022
Accepted: August 19, 2022
Available: September 20, 2022
A. Pérez-Sánchez; V. Olivera-Romero, “Techno-Economic Evaluation of a Skimmed Milk Powder Production Process,” TecnoLógicas, vol. 25, nro. 55, e2381, 2022. https://doi.org/10.22430/22565337.2381
Highlights
Abstract
Milk powder is a highly demanded food that is used in various ways, both in the industrial area and in everyday life. In the present work, an innovative and unprecedented techno-economic evaluation of a technological proposal for a skimmed milk powder production plant with an annual capacity of 700 tons was carried out through the use of the SuperPro Designer® simulator, in order to know its main economic and profitability indicators under the current economic conditions in Cuba. For economic performance evaluation, the total capital investment, unit production cost, internal rate of return (IRR), net present value (NPV) and project payback time (PT) among other indicators, were determined. A sensitivity study was also accomplished, to determine from what value of the fluid milk unit cost the proposed skimmed milk powder plant begins to be unprofitable. A total capital investment of USD 22 744 000, an annual operating cost of USD 9 884 000, a working capital of USD 647 000 and a unit production cost of USD 352.95 per 25 kg bag were obtained. From the techno-economic results obtained, it can be concluded that the evaluated skimmed milk powder production plant is profitable and feasible due to the values of NPV (USD 14 475 000), IRR (18.98 %) and PT (4.46 years) obtained. The proposed production plant becomes unprofitable from a value of the fluid milk unit cost of USD 1.32/L.
Keywords: Dried skim milk, techno-economic assessment, sensitivity study, corporate profitability.
Resumen
La leche en polvo es un alimento muy demandado que es utilizado de diversas formas, tanto en el área industrial como en la vida cotidiana. En el presente trabajo se efectuó la evaluación técnico-económica novedosa y sin precedente de una propuesta tecnológica de planta de producción de leche descremada en polvo con una capacidad anual de 700 toneladas, mediante el empleo del simulador SuperPro Designer®, con el fin de conocer sus principales indicadores económicos y de rentabilidad bajo las condiciones económicas actuales de Cuba. Para la evaluación del rendimiento económico se determinaron la inversión total de capital, costo unitario de producción, tasa interna de retorno (TIR), valor actual neto (VAN) y período de recuperación de la inversión (PRI) del proyecto, entre otros indicadores. Se llevó a cabo, también, un estudio de sensibilidad con el que se buscó determinar a partir de cuál valor del costo unitario de la leche fluida, la planta de leche descremada en polvo propuesta comienza a ser no rentable. Se obtuvo una inversión total de capital de USD 22 744 000, un costo de operación anual de USD 9 884 000, un capital de trabajo de USD 647 000 y un costo unitario de producción de USD 352.95 por bolsa de 25 kg. A partir de los resultados técnico-económicos obtenidos, se puede concluir que la planta de producción de leche descremada en polvo propuesta es rentable y factible debido a los valores de valor actual neto (USD 14 475 000), tasa interna de retorno (18.98 %) y período de recuperación de la inversión (4.46 años) obtenidos. La planta de producción propuesta comienza a ser no rentable a partir de un valor del costo unitario de la leche fluida de USD 1.32/L.
Palabras clave: Estudio de sensibilidad, evaluación técnico-económica, indicadores de rentabilidad, leche descremada en polvo.
1. INTRODUCTION
Nutritionally, milk is considered a complete food since it contains water, fats, proteins, lactose (carbohydrates), minerals and vitamins. Normally, milk is divided into two components: the milk solids and the water phase, so that the solid components are dispersed in the water phase. For example, the raw composition of whole milk (with 13 % total milk solids) is 87 % water, 4 % fat, 3.4 % protein, 4.8 % lactose, and 0.8 % of various minerals [
According to [
There are three types of milk powder, which are [
The conversion of raw fluid milk into milk powder increases its shelf life and allows it to be stored for an extended period (around 1 year) without substantial loss of quality, even at room temperatures [
The manufacture of powdered milk is a relatively complex process that can now be carried out on a large scale. It involves the removal of water at the lowest possible cost under rigorous hygienic conditions while retaining all of the desirable natural properties of fluid milk – color, flavor, solubility, and nutritional value.
The production of milk powder from raw milk is an energy-intensive process that begins on the farm with milking and cooling, and then delivers the collected milk to the factory, where it is separated, heat-treated, evaporated, spray-dried, packed and stored. Among the utilities consumed in milk powder plants are steam, hot water, chilled water, electricity, and compressed air [
Pasteurization, which is the thermal inactivation of microorganisms at temperatures below 100 ºC, is usually applied in the production process of whole milk. A countercurrent plate heat exchanger is used operating at a high temperature for a short time. The most commonly used pasteurization treatment is the one carried out at 72 ºC - 80 ºC for 15 seconds, which only causes small changes to the milk components, potentially offering a high level of safety with low quality loss [
The evaporators used in milk powder production plants are widely used for milk concentration, not only to achieve the desired viscosity for the subsequent stage (spray drying), but also to reduce the energy required in this stage. During evaporation, the sterilized milk is concentrated under vacuum conditions at temperatures between 40 ºC and 70 ºC. The total solids content is increased as a result of this process. Milk evaporation is carried out under vacuum to minimize the adverse impact of heat on heat-sensitive milk components such as fats, as well as to avoid thermal degradation of key nutrients such as vitamins. Various types of evaporators are used in the dairy industry, such as falling film, plate, and horizontal tube evaporators. Falling film evaporators are the most commonly used for the production of milk powder and are employed with both thermal and mechanical vapor recompression [
Spray drying is currently the most widely used technique in the dairy sector. Compared to separation by evaporation, the energy consumed in spray drying is 10-20 times higher per kilogram of water removed. In this way it is common practice to pre-concentrate the fluid as much as possible in evaporators before being processed in spray dryers. In practice, spray drying can consist of one, two or three stages [
The production of milk powder has become an increasingly important segment within the dairy industry, which is expected to grow due to aspects such as better shelf life, less storage space, and low transportation costs, thus resulting in attractive economics and convenience during the formulation of industrial and domestic compound foods [
Currently there is a marked trend towards the simulation and optimization of processes, to contribute to the reduction of operating times and the increase in yields. The use of a simulator allows predicting the behavior and evaluating the flexibility of the plant for different operating conditions, feeds, raw materials, product specifications and configurations. It also makes it possible to define operating strategies that achieve greater techno-economic efficiency of the plant; accomplish a greater understanding of the operation of the plant, by being able to define the most important indicators and variables and the interaction between them; evaluate investment proposals thus saving the money to finance them and to obtain higher profits at the same time; analyze the feasibility of research and innovation projects; and significantly increase the knowledge of chemical engineers about the process under simulation [
Among the most widely used simulators today is SuperPro Designer (Intelligen Inc., Scotch Plains, NJ) because it facilitates the modeling, evaluation, and optimization of integrated processes, and can be used to determine mass and energy balances, perform the sizing of equipment, calculate economic parameters, and characterize the waste streams of different plants in the chemical and biotechnological industry, both in batch and continuous mode of operation [
Although commonly used in the processing industries, dairy process simulation using commercial simulators has largely lagged behind because the historical market for most process simulators is chemical, biotech, and petrochemical applications. Other reasons for the slow uptake of process simulation in the dairy industry include the fact that milk has a complicated food structure with complex and irreversible changes in its properties, multiple phases, and, most importantly, the unavailability of dairy components in the simulator components database [
However, several authors have tried to apply simulators to obtain simulation models of dairy processing plants. In this sense [
To the authors’ knowledge, to date there is no published article in the open scientific literature related with the determination of the main techno-economic and profitability indicators of a skimmed milk powder production process using SuperPro Designer simulator. Therefore, in the present work, the techno-economic evaluation of a technological proposal of skimmed milk powder production, with an annual capacity of 700 tons, was carried out employing SuperPro Designer® simulator, in order to know its main productivity and economic profitability indicators under the current economic conditions of Cuba, as well as to obtain a simulation model of such a production process for further optimization studies and scale-up/scale-down procedures, which constitutes the main contribution of this work.
A sensitivity study was also accomplished, to determine from what value of the fluid milk unit cost the plant begins to be unprofitable; that is, a negative value of the indicator Net Present Value (NPV) begins to be obtained.
2. MATERIALS AND METHODS
2.1 Composition of fluid cow's milk
Table 1 shows the mass percentage chemical composition of the liquid cow's milk used in the simulation [
| Proteins | 3.5 |
| Fats | 3.7 |
| Lactose | 4.9 |
| Minerals | 0.7 |
| Water | 87.2 |
| Total | 100.0 |
2.2 Description of the skimmed milk powder production process
The main technical and operational parameters used in this study for all the equipment involved in the production process, as well as its key design data, working pressure, construction materials and power consumption, were taken from a real skimmed milk powder plant installed in the city of Camagüey, Cuba, which presents a fluid milk processing volume similar to that used in this work (30 m3/batch).
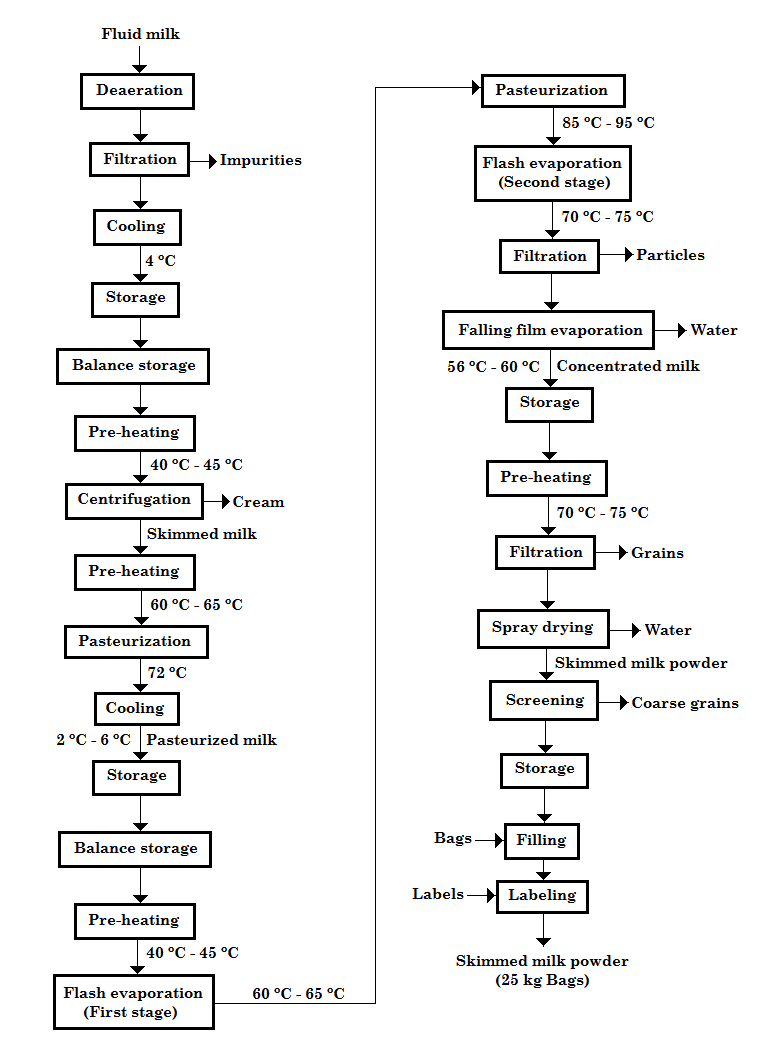
The liquid fluid cow's milk (hereafter fluid milk) arrives at the production plant by means of tank cars and is extracted from these by means of a centrifugal pump, passing through a deaerator to prevent air from entering the system, then through a mesh filter to remove any impurities that it may contain, and later through a plate heat exchanger where it is cooled to 4 ºC using chilled water. The cooled milk is then sent to a 40 m3 metal tank with agitation. A processing volume of 30 m3 of fluid milk per batch is established, while the unit cost of the fluid milk is USD 0.95/L.
Next, the fluid milk contained in the tank, which is at 4 ºC, is sent by means of a centrifugal pump to another 40 m3 tank, and then pumped to the first stage of a plate heat exchanger where it is preheated to 43 ºC with a milk stream at 52 ºC. The preheated milk is sent to a disk stack centrifuge, where the facts contained in the milk are separated, thus obtaining cream and skimmed milk. The cream is sent to a 4 m3 agitated tank to be sold later at a price of USD 0.96/kg, while the skimmed milk is sent to the second stage of the plate heat exchanger, where its temperature is increased up to 65 ºC with incoming milk at 72 ºC in a countercurrent arrangement. Then, the preheated milk at the outlet of the second stage is sent to the third stage of the plate exchanger, where it is pasteurized at a temperature of 72 ºC using hot water at 74 ºC. Next, the pasteurized milk enters the second stage of the plate heat exchanger where its temperature decreases to 52 ºC with milk at a temperature of 45 ºC, then it is sent to the first step where its temperature is reduced to 10 ºC with milk at 4 ºC, and finally it is sent to the fourth stage of the exchanger to be cooled down to 4 ºC by means of cold water at 1 ºC.
The cooled and pasteurized skimmed milk is sent to a 40 m3 capacity stirred tank and is then pumped to another 40 m3 tank from where it is pumped to a double-tube heat exchanger to be preheated to 45 ºC using saturated steam (152 ºC, 4.95 atm). Next, the preheated skimmed milk is sent to the first stage of the flash evaporator where its temperature increases up to 65 ºC, then it is pumped to a double-tube heat exchanger where it is pasteurized up to 95 ºC by means of saturated steam, and then it is sent to the second stage of the flash evaporator where it is cooled to 75 ºC. Subsequently, the milk is pumped to a mesh filter to remove small particles that may have formed during the direct pasteurization stage, and then the filtered milk is fed to the triple-effect falling film evaporator system equipped with a thermo-compression system, where 88 % of the water contained in the fed milk is removed. The steam obtained in the evaporators is sent to a double-tube heat exchanger to obtain liquid condensate, which is recovered in order to be used in the steam generation area. The concentrated milk obtained at the outlet of the evaporator system, which has a temperature of 58 ºC and a water content of 53 %, is pumped into a 7 m3 stirred tank, where it is stored for 15 min. Once this storage time has elapsed, the concentrated milk is preheated to 70 ºC in a double-tube heat exchanger using hot water at 74 ºC, and then is filtered through a mesh filter to remove the grains produced during the preheating of the concentrated milk. The filtered, concentrated, and pasteurized milk is pumped to a spray dryer, where 96.5 % of the water contained in the milk is removed by hot air at 190 ºC, generating skimmed milk powder with a moisture content of 3.8 %. The milk powder obtained is sent to a vibrating screen to separate the coarse grains that may have formed during spray drying, and then the screened milk is sent to a powder silo with a capacity of 8 m3, where it is stored for 20 min. Finally, the skimmed milk powder enters the packaging system where it is packaged in 25 kg bags, and subsequently labeled. The filled and labeled 25 kg bag of skimmed milk powder is commercialized at a price of USD 480/bag. The total production capacity of the proposed plant is of 700 tons (around 28 000 bags of 25 kg) of skimmed milk powder per year. Figure 1 shows the block diagram of the proposed skimmed milk powder production process described above.
2.3 Equipment purchase cost
Table 2 shows the purchase cost of the main equipment used in the production process [
Source: Created by the authors.
| Equipment | Characteristics | Cost (USD) |
| Pump 1 | 5.5 kW, 20 m3/h | 8 000 |
| Deaerator | - | 3 000 |
| Filter 1 | 100 mesh | 5 000 |
| Plate heat exchanger 1 | 45 m2 | 10 000 |
| Tank 1 | 40 m3, 3 kW | 26 600 |
| Pump 2 | 1.5 kW, 5 m3/h | 4 200 |
| Balance tank 1 | 40 m3 | 18 000 |
| Pump 3 | 2.2 kW, 5 m3/h | 6 500 |
| Plate heat exchanger 2 | 80 m2 | 25 000 |
| Disk stack centrifuge | 22 kW, 8 m3/h | 35 000 |
| Cream tank | 4 m3, 2.2 kW | 21 700 |
| Tank 2 | 40 m3, 3 kW | 26 600 |
| Pump 4 | 2.2 kW, 10 m3/h | 6 500 |
| Balance tank 2 | 40 m3 | 18 000 |
| Pump 5 | 5.5 kW, 20 m3/h | 8 000 |
| Double-tube heat exchanger 1 | 30 m2 | 12 000 |
| Two-stage flash evaporator | - | 25 000 |
| Pump 6 | 5.5 kW, 20 m3/h | 6 500 |
| Double-tube heat exchanger 2 | 35 m2 | 15 000 |
| Pump 7 | 3.0 kW, 5 m3/h | 4 500 |
| Filter 2 | 100 mesh | 5 000 |
| Triple effect falling film evaporator | 50 m2 | 132 000 |
| Pump 8 | 3.0 kW, 5 m3/h | 4 500 |
| Tank 3 | 7 m3, 3 kW | 23 500 |
| Pump 9 | 3.0 kW, 10 m3/h | 7 000 |
| Double-tube heat exchanger 3 | 55 m2 | 25 000 |
| Filter 3 | 100 mesh | 5 000 |
| High pressure pump | 11 kW | 10 000 |
| Spray dryer | 127 kW | 120 000 |
| Vibratory screen | 8 kW, 5 m2 | 25 500 |
| Powder silo | 8 m3 | 10 000 |
| Filling system | 3 kW | 15 000 |
In this study, the purchase cost of the equipment not listed in the production process was taken as 65 % of the total equipment purchase cost [
2.4 Simulation of the skimmed milk powder production process in the SuperPro Designer® simulator
The proposed skimmed milk powder production process was simulated in SuperPro Designer® simulator, in order to carry out the mass balances, that is, to know the productivity, as well as to determine the main economic and profitability parameters. The main cost data used in this study (labor cost, electricity unit cost, utilities unit cost, income taxes, materials cost, etc.), which will be presented in the next paragraphs, were obtained from a real skimmed milk powder plant installed in the city of Camaguey, Cuba.
In this sense, a plant construction period of 30 months, a start-up time of 5 months and a project lifetime of 30 years were considered. An interest rate of 11 % was set to determine the value of the indicator NPV, while it was considered that the plant produces at 100 % production capacity throughout its lifetime, that no quantity of the final product (skimmed milk powder) is discarded for not complying with the established quality parameters, and that the income taxes are 28 %.
An annual cost for advertising and sales of USD 5 000, a startup and validation cost of 3 % of the direct fixed capital, and an annual cost for process in-built validation of USD 5 000/year were taken into account.
The working capital was estimated to cover the expenses of 15 days of labor, raw materials, auxiliary services (utilities) and waste treatment. The facility-dependent costs were determined based on the capital investment parameters, including maintenance and depreciation, while it was considered that the plant will operate 6 months a year (the months that the milk is abundantly available in the province of Camagüey for industrial processing) with a cycle time slack of 4 hours.
The plant consumes the following utilities: chilled water, cooling water, hot water and steam, whose unit costs are shown in Table 3.
A salary of USD 0.53/h and USD 1.27/h was established for operators and supervisors, respectively, while a laboratory, quality control & quality assurance cost of 25 % of the total labor cost, and an electricity unit cost of USD 165.08/MWh were considered.
Finally, the unit cost of an empty 25 kg bag is USD 1.56/bag, while the unit cost of a single label is USD 0.30/Unit.
2.5 Economic profitability indicators of a production process
Among the main indicators that are defined for a production process, with the objective of determining its economic profitability, are the Payback Time (PT), the Return on Investment (ROI), the Internal Rate of Return (IRR), NPV and the unit production cost [
The PT is determined by dividing the total starting capital (fixed capital plus working capital) by the average annual cash flow, not taking into account taxes and depreciation. A PT of 2-5 years is typically expected and desired.
Likewise, the ROI is a very popular metric because of its versatility and simplicity. It is defined as the division of the net annual profit by the total investment and is expected to be between 15 % - 30 %. It measures how effectively the company uses its invested capital to generate profit, that is, if an investment does not have a positive ROI, then the investment should not be undertaken.
The IRR is the discounted interest rate that makes the NPV of all cash flows equal to zero. It is a measure of the maximum interest rate that the project could break even by the end of the project lifetime.
The NPV of a project is the sum of the present values of the future cash flows. It strongly depends on the interest rate used and the period of time studied and constitutes a more useful economic parameter than the PT and ROI, since it allows knowing the value of money over time and also the annual variation of expenses and profits. Obtaining a positive value of NPV and an IRR of 10 % indicates that the projected earnings exceed the anticipated costs (all in present dollars), and the investment will be profitable.
Finally, the unit cost of production is obtained by dividing the annual operating cost by the annual production rate, and is presented in $/kg or $/L.
2.6 Sensitivity study
According to the criteria and opinions of several specialists from Cuban dairy companies and factories, the fluid milk unit cost is constant in Cuba and equal to USD 0.95/L, but it is not ruled out that, due to external financial and commercial factors, as well as for other causes like the variation and fluctuation in the national production of fluid milk and the restructuration of the domestic wholesale market, this cost will be increased in the future. Due to this, a sensitivity study was carried out to determine from what value of the fluid milk unit cost a negative NPV value begins to be obtained, and with it the skimmed milk powder production plant starts to be unprofitable. For this, the fluid milk unit cost was varied from USD 0.95/L to USD 1.50/L. Graphs that relate the fluid milk unit cost with the profitability indicators IRR and PT were also obtained.
3. RESULTS AND DISCUSSION
The main techno-economic results obtained during the simulation of the skimmed milk powder production process in SuperPro Designer® simulator are shown below.
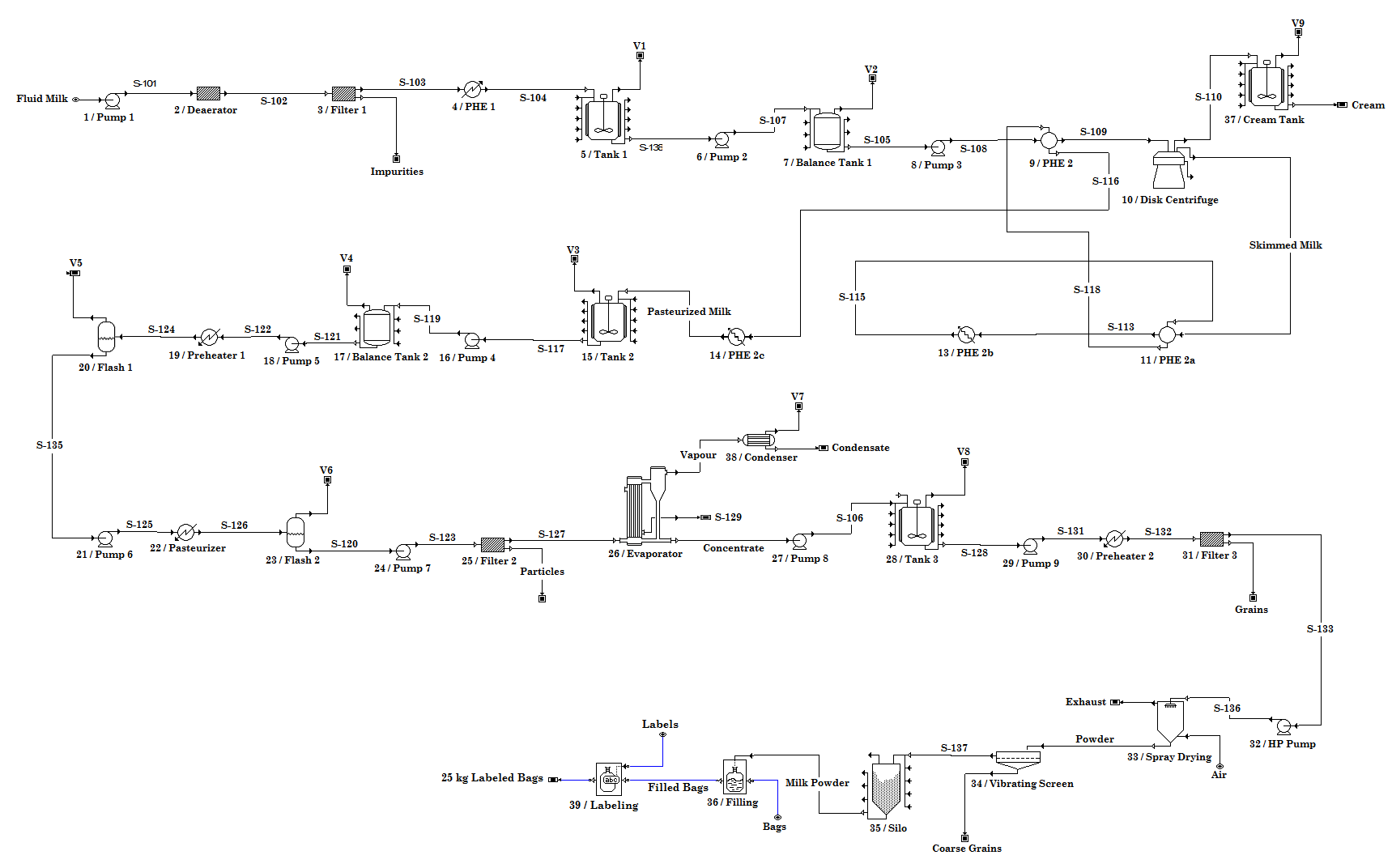
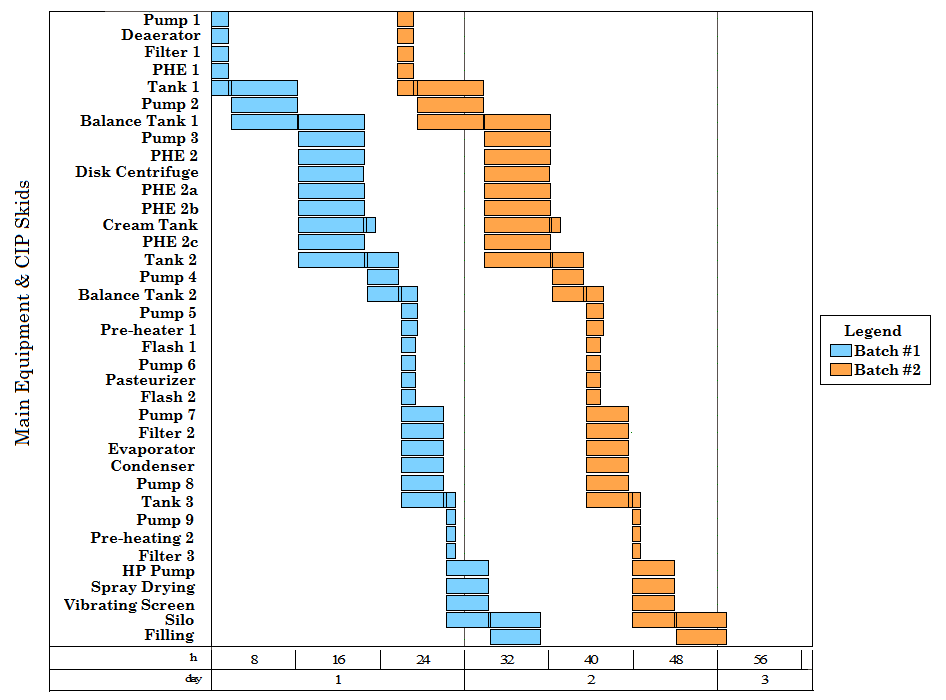
Figure 2 shows the flow diagram of the skimmed milk powder production process, while Figure 3 shows the Equipment Occupancy Chart for two consecutive batches, both obtained through simulation in SuperPro Designer®.
3.1 Composition of the main output streams of the production process
Table 4 describes the composition of the main output streams, that is, the cream and the skimmed milk powder, obtained during the simulation of the proposed production process in SuperPro Designer®.
Source: Created by the authors.
| Compound | Cream | Skimmed milk powder | ||||
| Flow (kg/batch) | % (m/m) | Conc. (g/L) | Flow (kg/batch) | % (m/m) | Conc. (g/L) | |
| Fats | 1 098.9 | 39.18 | 369.46 | 11.09 | 0.41 | 4.11 |
| Lactose | 73.5 | 2.62 | 24.71 | 1 396.08 | 51.65 | 517.49 |
| Minerals | 10.5 | 0.37 | 3.53 | 199.44 | 7.37 | 73.92 |
| Proteins | 52.5 | 1.87 | 17.65 | 997.20 | 36.89 | 369.64 |
| Water | 1 569.6 | 55.96 | 527.83 | 99.15 | 3.67 | 36.75 |
| TOTAL | 2 805.0 | 100.00 | - | 2 702.96 | 100.00 | - |
According to the values shown in Table 4, the fat composition of the cream is within the range reported by [
For its part, skimmed milk powder has a composition very similar to that described by [
3.2 Composition of the main output streams of the production process
Table 5 presents the values of the main economic and profitability indicators of the skimmed milk powder production process obtained through the simulation in SuperPro Designer®.
production process. Source: Created by the authors.
| Item | Value |
| Total Capital Investment [USD] | 22 744 000 |
| Direct Fixed Capital [USD] | 21 453 000 |
| Working Capital [USD] | 647 000 |
| Startup Cost [USD] | 644 000 |
| Operating Cost [USD/yr] | 9 884 000 |
| Main Revenue [USD/yr] | 13 441 000 |
| Other Revenues [USD/yr] | 697 435 |
| Total Revenues [USD/yr] | 14 139 000 |
| Cost Basis Annual Rate [Bags/yr] | 28 003 |
| Unit Production Cost [USD/bag] | 352.95 |
| Number of batches per year (calculated) | 260.00 |
| Gross Margin [%] | 30.10 |
| Gross Profit [USD/yr] | 4 255 000 |
| Net Profit [USD/yr] | 5 102 000 |
| Return on Investment [%] | 22.43 |
| Payback Time [years] | 4.46 |
| Internal Rate of Return [%] | 18.98 |
| Net Present Value (at 11.0 % of interest) [USD] | 14 475 000 |
The total capital investment cost of this project is obtained by adding together the values of the direct fixed capital (DFC), working capital and start-up and validation costs [
Taking into account the results in Table 5, a total capital investment of USD 22 744 000 will be required to construct the proposed skimmed milk powder production facility, which is equivalent to around ten times the total equipment purchase cost, and this is a reasonable estimation. A working capital of USD 647 000, a start-up cost of USD 644 000, and an annual operating cost of USD 9 884 000 will also be required. The total annual profits to be obtained due to the commercialization of both the cream and the skimmed milk powder will be USD 14 139 000, while the annual net profit will be USD 5 102 000. The plant will produce about 28 000 bags of 25 kg of skimmed milk powder per year, while the unit production cost of a bag of 25 kg of skimmed milk powder is of USD 352.95. Gross margin and return on investment values of 30.10 % and 22.43 %, respectively, were also obtained. In the case of the gross margin value obtained, it means that the company would retain USD 0.30 from each dollar of revenue generated. Finally, the technological proposal can be considered profitable and feasible from the economic point of view due to the fact that a positive NPV value (USD 14 475 000), an IRR greater than 15 % (18.98 %) and a PT lower than 5 years (4.46 years) were obtained [
In [
Also, in [
Likewise, in [
While the total capital investment estimated for the three strategies were:
In this case, the three strategies were considered profitable and cost-effective.
3.3 Utilities cost
Table 6 shows the main items involved in determining the cost for consumption of auxiliary services (utilities cost) in the proposed production plant.
Source: Created by the authors.
| Utility | Annual Amount | Reference Units | Annual Cost (USD) | % |
| Standard Power | 345 462 | kW-h | 57 001 | 30.49 |
| Saturated Steam | 5 164 | MT | 51 642 | 27.63 |
| Cooling Water | 28 162 | MT | 1 408 | 0.75 |
| Chilled Water | 304 677 | MT | 76 169 | 40.75 |
| Hot Water | 4 770 | MT | 716 | 0.38 |
| TOTAL | - | - | 186 936 | 100.00 |
Electricity (standard power), saturated steam, chilled, cold, and hot water are the utilities required in this process. Utility requirements of the various operations are calculated and summed up from the energy balance performed by the simulator.
According to Table 6, the item that most influences the utilities cost is chilled water, with 40.75 % of the total, mainly due to its unit cost (USD 0.25/ton) and its high consumption in several equipment items of the plant, such as the first and second plate heat exchangers and the condenser of the steam leaving the falling film evaporator in order to obtain condensate. The second item that most influences these costs is electricity, with 30.49 % of the total, which is due to the large amount of equipment that consumes this service in the proposed plant, such as all the centrifugal pumps, the disk stack centrifuge, the cream tank, all the agitated tanks, the high pressure pump, the spray dryer, the vibrating screen and the filling system. Finally, the third most influential item is steam, with 27.63 %, due to its unit cost (USD 10.0/ton) and the different equipment items that consumes it, such as the two-stage flash evaporator, preheater 1, the pasteurizer, the falling film evaporation system, and the spray dryer.
3.4 Annual operating cost
Table 7 summarizes the cost items involved in the annual operating cost of the proposed skimmed milk powder production process.
production process. Source: Created by the authors.
| Cost Item | Cost (USD) | % |
| Raw Materials | 7 490 000 | 75.78 |
| Labor-Dependent | 79 000 | 0.80 |
| Facility-Dependent | 2 117 000 | 21.42 |
| Utilities | 187 000 | 1.89 |
| Miscellaneous | 6 000 | 0.05 |
| Advertising/Selling | 5 000 | 0.05 |
| TOTAL | 9 884 000 | 100.00 |
The skimmed milk powder production facility was designed for treating 30 m. of fluid milk per batch. By accounting the yield and losses throughout the process (mainly in the disk stack centrifuge, evaporator, filters, and spray dryer), around 108 bags of 25 kg of skimmed milk powder are produced per batch. As the facility can perform 260 batches annually, this is equivalent to an annual production of around 28 000 bags (700 tons) of skimmed milk powder.
Operating costs are calculated by summing the raw material and utility costs, costs that are facility-dependent (in this work the options selected were maintenance and depreciation), labor costs and laboratory, quality control and quality assurance expenses, advertising and selling expenses and miscellaneous costs, and subtracting a credit for the sale of co-products [
It is noted in Table 7 that the item that most influences the annual operating cost is raw materials, with 75.78 % of the total, fundamentally due to the large quantity consumed of the only raw material used in this process (fluid milk) in order to obtain the projected 700 tons of skimmed milk powder per year, which is calculated to be around 7 770 tons of fluid milk. The second item with the greatest influence on this cost is the facility-dependent with 21.42 %, which is fundamentally due to the high maintenance and depreciation that a production plant with these characteristics requires and endures, since it has various types of equipment, instruments, devices, machines and components whose maintenance must be constant and permanent to keep this plant operable and workable, while the depreciation is intense and unceasing.
In [
3.5 Direct Fixed Cost Estimation
Table 8 details the main items involved in determining the direct fixed cost of the skimmed milk powder production process.
process. Source: Created by the authors.
| Item | Cost (USD) |
| Total Plant Direct Cost (TPDC) (physical cost) | |
| Equipment Purchase Cost | 2 263 000 |
| Installation | 1 247 000 |
| Process Piping | 1 245 000 |
| Instrumentation | 792 000 |
| Insulation | 453 000 |
| Electrical | 792 000 |
| Buildings | 905 000 |
| Yard Improvement | 339 000 |
| Auxiliary Facilities | 1 132 000 |
| TPDC | 9 168 000 |
| Total Plant Indirect Cost (TPIC) | |
| Engineering | 2 750 000 |
| Construction | 4 584 000 |
| TPIC | 7 334 000 |
| Total Plant Cost (TPC) = TPDC + TPIC | 16 502 000 |
| Contractor’s Fee & Contingency (CFC) | |
| Contractor’s Fee | 825 000 |
| Contingency | 4 126 000 |
| CFC | 4 951 000 |
| Direct Fixed Capital (DFC) = TPC + CFC | 21 453 000 |
Considering the data in Table 8, the Direct Fixed Capital represents the sum of the Total Plant Cost (TPC) and costs for contractor’s fees and contingency (CFC). In addition, the TPC consists of the Total Plant Direct Cost (TPDC) and the Total Plant Indirect Cost (TPIC). While the TPIC depends on the costs for engineering and construction, the TPDC expenses include the costs for equipment purchase, installation, process piping, instrumentation, insulation, electrical facilities, building, yard improvement and auxiliary facilities [
A total plant direct cost of USD 9 168 000 will be needed, while the four items with the greatest influence on this cost are the equipment purchase cost (24.68 %), installation (13.60 %), process piping (13.58 %) and auxiliary facilities (12.35 %). On the other hand, a total plant indirect cost of USD 7 334 000 will be required, thus leading to a total plant cost of USD 16 502 000. Finally, the sum of the total plant cost with the costs related with the contractor’s fee and contingency (USD 4 951 000) will result in a direct fixed cost of USD 21 453 000 for this project.
3.6 Results of the sensitivity study
Figure 4 presents the results of the sensitivity study carried out, with the aim to determine from what value of the fluid milk unit cost a negative value of the NPV indicator begins to be obtained and, as such, the proposed production process starts to be unprofitable (Figure 4a). The graphs that relate both the IRR (Figure 4b) and the PT (Figure 4c) indicators with the fluid milk unit cost are also shown.
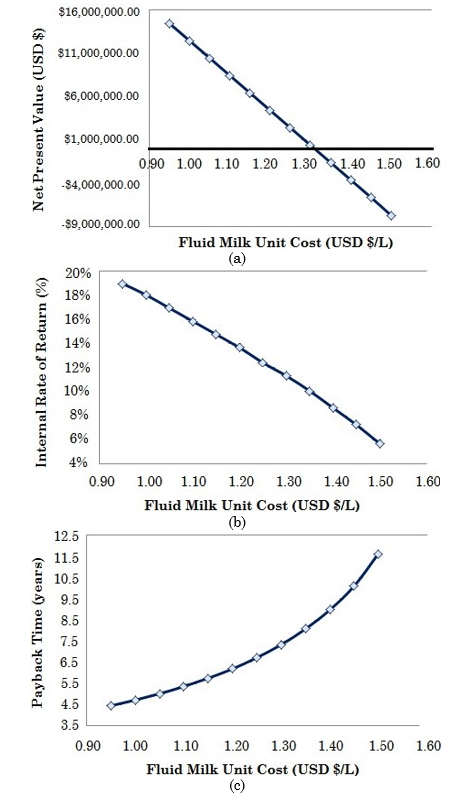
As can be seen in Figure 4, the increase in the fluid milk unit cost decreases, as expected, the value of both the NPV and the IRR, and increases the value of the PT. The proposed skimmed milk powder production plant begins to be unprofitable, that is, a negative value of the NPV indicator begins to be obtained, from a fluid milk unit cost of USD 1.32/L.
4. CONCLUSIONS
By using the SuperPro Designer. simulator, a successful simulation of a projected skimmed milk powder production plant with an annual production capacity of 700 tons was carried out, with the aim of determining its main techno-economic and profitability indicators under the current economic conditions of Cuba.
An innovative and unique simulation model of a skimmed milk powder plant was obtained, which can be used to determine the profitability and productivity of such a production process at different processing capacities or production levels, as well as to carry out the optimization of its main techno-economic indicators.
The mass composition of the cream and skimmed milk powder streams was determined by means of the simulation, which are very similar to those reported in the literature for these types of food products.
The simulation estimated the total capital investment of the project (USD 22 744 000), the unit production cost of skimmed milk powder (USD 352.95/bag) and the operating cost (USD 9 884 000/year). The item that most influences the operating cost is raw materials (75.78 %), followed by facility-dependent (21.42 %) and utilities (1.89 %).
The increase in the fluid milk unit cost decreases the value of both the NPV and the IRR, and increases the PT. The proposed skimmed milk powder production plant becomes unprofitable from a fluid milk unit cost value of USD 1.32/L.
From the techno-economic results obtained, it can be concluded that the proposed skimmed milk powder production plant is profitable and financially feasible under the current economic conditions in Cuba, due to the values of NPV (USD 14 475 000), IRR (18.98 %) and PT (4.46 years) obtained.
The simulation model obtained in this study can be an effective supportive tool for decision making regarding investment projects involving the production of skimmed milk powder, in order to find the most profitable and optimal process configuration.
5. ACKNOWLEDGMENTS AND FUNDING
The authors would like to thank to the specialists, operators and technicians of the milk powder production facility located in Camagüey province, Cuba, for its support and help in suggesting ideas, details, and data for the proper and correct elaboration of this manuscript.
The article did not have a source of financing due to a joint project with a funding agency, institution, or organization, either public or private.CONFLICTS OF INTEREST
The authors declare that there is no conflict of interest.
AUTHOR CONTRIBUTIONS
Amaury Pérez Sánchez: Proposing the research idea, carrying out the simulation in SuperPro Designer simulator, writing the article (abstract, introduction, materials and methods, tables, and figures), and supervising, correcting and final approval of the article.
Vladimir Olivera Romero: Searching for operational data and information about the skimmed milk powder production process, writing the article (results and discussion, conclusions, bibliography), conducting the sensitivity study, and translation of the manuscript.
6. REFERENCES
- arrow_upward [1] M. T. Munir, Y. Zhang, W. Yu, D. I. Wilson, and B. R. Young, “Virtual milk for modelling and simulation of dairy processes,” J Dairy Sci, vol. 99, no. 5, pp. 3380–3395, May. 2016, https://doi.org/10.3168/jds.2015-10449
- arrow_upward [2] S. D. Kalyankar, M. A. Deshmukh, S. S. Chopde, C. D. Khedkar, V. K. Lule, and S. S. Deosarkar, “Milk Powder,” in Encyclopedia of Food and Health, vol. 3, B. Caballero, P. Finglas, and F. Toldrá, Eds. Oxford: Elsevier, 2016, pp. 724–728. https://doi.org/10.1016/B978-0-12-384947-2.00465-7
- arrow_upward [3] A. Sharma, A. H. Jana, and R. S. Chavan, “Functionality of Milk Powders and Milk-Based Powders for End Use Applications-A Review,” Compr Rev Food Sci Food Saf, vol. 11, no. 5, pp. 518–528, Sep. 2012, https://doi.org/10.1111/j.1541-4337.2012.00199.x
- arrow_upward [4] M. R. W. Walmsley, T. G. Walmsley, M. J. Atkins, and J. R. Neale, “Sustainable milk powder production using enhanced process integration and 100 % renewable energy,” Chem Eng Trans, vol. 52, pp. 559–564, 2016, https://doi.org/10.3303/CET1652094
- arrow_upward [5] J. Bon, G. Clemente, H. Vaquiro, and A. Mulet, “Simulation and optimization of milk pasteurization processes using a general process simulator (ProSimPlus),” Comput Chem Eng, vol. 34, no. 3, pp. 414–420, Mar. 2010, https://doi.org/10.1016/j.compchemeng.2009.11.013
- arrow_upward [6] Y. Zhang, M. T. Munir, I. Udugama, W. Yu, and B. R. Young, “Modelling of a milk powder falling film evaporator for predicting process trends and comparison of energy consumption,” J Food Eng, vol. 225, pp. 26–33, May. 2018, https://doi.org/10.1016/j.jfoodeng.2018.01.016
- arrow_upward [7] C. Ramírez, M. Patel, and K. Blok, “From fluid milk to milk powder: Energy use and energy efficiency in the European dairy industry,” Energy, vol. 31, no. 12, pp. 1984–2004, Sep. 2006, https://doi.org/10.1016/j.energy.2005.10.014
- arrow_upward [8] L. R. Díaz Chavez, L. Zumalacárregui de Cárdenas, O. Pérez Ones, and G. A. González Pedroso, “Evaluación del proceso de producción de glucosa a partir de sacarosa en la UEB Argentina,” Tecnología Química, vol. 40, no. 3, pp. 611–626, Nov. 2020, [Online]. Available: http://scielo.sld.cu/scielo.php?script=sci_arttext&pid=S2224-61852020000300611
- arrow_upward [9] L. Canizales, F. Rojas, C. A. Pizarro, N. H. Caicedo-Ortega, and M. F. Villegas-Torres, “SuperPro Designer®, User-Oriented Software Used for Analyzing the Techno-Economic Feasibility of Electrical Energy Generation from Sugarcane Vinasse in Colombia,” Processes, vol. 8, no. 9, p. 1180, Sep. 2020, https://doi.org/10.3390/pr8091180
- arrow_upward [10] A. Roussos, N. Misailidis, A. Koulouris, F. Zimbardi, and D. Petrides, “A Feasibility Study of Cellulosic Isobutanol Production—Process Simulation and Economic Analysis,” Processes, vol. 7, no. 10, p. 667, Sep. 2019, https://doi.org/10.3390/pr7100667
- arrow_upward [11] N. A. Sayar, O. Pinar, D. Kazan, and A. A. Sayar, “Bioethanol Production From Turkish Hazelnut Husk Process Design and Economic Evaluation,” Waste Biomass Valorization, vol. 10, no. 4, pp. 909–923, Apr. 2019, https://doi.org/10.1007/s12649-017-0103-y
- arrow_upward [12] L. Niño, G. Gelves, and S. Hernandez, “Industrial-Scale bioprocess simulation of polyphenol production using superpro designer,” Journal of Engineering Science and Technology, vol. 16, no. 3 pp. 2100–2113, Jun. 2021, [Online]. Available: http://repositorio.ufps.edu.co/handle/ufps/300
- arrow_upward [13] R. G. Ferreira, A. R. Azzoni, M. H. A. Santana, and D. Petrides, “Techno-Economic Analysis of a Hyaluronic Acid Production Process Utilizing Streptococcal Fermentation,” Processes, vol. 9, no. 2, p. 241, Jan. 2021, https://doi.org/10.3390/pr9020241
- arrow_upward [14] L. Campos-Ramírez, A. Pérez-Sánchez, A. Benítez-Legrá, and I. Benítez, “Estudio técnico-económico de dos tecnologías de producción de biodiesel a partir de aceite de soya empleando el simulador superpro designer,” TecnoLógicas, vol. 23, no. 48, pp. 119–141, May. 2020, https://doi.org/10.22430/22565337.1568
- arrow_upward [15] P. M. Tomasula, W. C. F. Yee, A. J. McAloon, D. W. Nutter, and L. M. Bonnaillie, “Computer simulation of energy use, greenhouse gas emissions, and process economics of the fluid milk process,” J Dairy Sci, vol. 96, no. 5, pp. 3350–3368, May. 2013, https://doi.org/10.3168/jds.2012-6215
- arrow_upward [16] P. M. Tomasula et al., “Computer simulation of energy use, greenhouse gas emissions, and costs for alternative methods of processing fluid milk,” J Dairy Sci, vol. 97, no. 7, pp. 4594–4611, Jul. 2014, https://doi.org/10.3168/jds.2013-7546
- arrow_upward [17] M. Madoumier, C. Azzaro-Pantel, G. Tanguy, and G. Gésan-Guiziou, “Modelling the properties of liquid foods for use of process flowsheeting simulators: Application to milk concentration,” J Food Eng, vol. 164, pp. 70–89, Nov. 2015, https://doi.org/10.1016/j.jfoodeng.2015.04.023
- arrow_upward [18] A. Pérez Sánchez, L. Crespo-Zafra, L. Ramos-López, E. García-Noa, and L. Matos-Mosqueda, “Estudio técnico-económico de la producción de leche de cabra en polvo,” Revista EIA, vol. 17, no. 33, pp. 1–13, Feb. 2020, https://doi.org/10.24050/reia.v17i33.1330
- arrow_upward [19] S. Benoit, M. Margni, C. Bouchard, and Y. Pouliot, “A workable tool for assessing eco-efficiency in dairy processing using process simulation,” J Clean Prod, vol. 236, p. 117658, Nov. 2019, https://doi.org/10.1016/j.jclepro.2019.117658
- arrow_upward [20] M. Guetouache, B. Guessas, and S. Medjekal, “Composition and nutritional value of raw milk,” Issues in Biological Sciences and Pharmaceutical Research, vol. 2, no. 10, pp. 115–122, Dec. 2014, https://doi.org/10.15739/ibspr.005
- arrow_upward [21] T. Brown, Engineering Economics and Economic Design for Process Engineers, 1st ed. Boca Raton, USA: CRC Press, 2016. https://doi.org/10.1201/b15877
- arrow_upward [22] Matche, “Chemical Equipment Cost,” 2014. http://matche.com/equipcost/Default.html. (Accessed Feb. 10, 2022).
- arrow_upward [23] R. Turton, J. A. Shaeiwitz, D. Bhattacharyya, and W. B. Whiting, Analysis, Synthesis, and Design of Chemical Processes, 5th ed. New York, USA: Prentice Hall, 2018. [Online]. Available: https://books.google.com.co/books?id=eV5gDwAAQBAJ
- arrow_upward [24] D. W. Green and M. Z. Southard, Perry’s Chemical Engineers’ Handbook, 9th edition. New York, USA: McGraw-Hill Education, 2019. [Online]. Available: https://www.accessengineeringlibrary.com/content/book/9780071834087
- arrow_upward [25] R. Sinnott and G. Towler, Chemical Engineering Design, 6th ed. Butterworth-Heinemann, United Kingdom: Elsevier, 2020. https://doi.org/10.1016/C2017-0-01555-0
- arrow_upward [26] S. Jenkins, “Economic Indicators,” Chemical Engineering, vol. 129, no. 3, p. 48, Mar. 2022, [Online]. Available: https://www.nxtbook.com/accessintelligence/ChemicalEngineering/chemical-engineering-march-2022/index.php#/p/48
- arrow_upward [27] R. G. Harrison, P. W. Todd, S. R. Rudge, and D. P. Petrides, Bioseparations Science and Engineering, 2nd ed. Oxford University Press, 2015. https://doi.org/10.1093/oso/9780195391817.001.0001
- arrow_upward [28] D. G. Vučurović, S. N. Dodić, S. D. Popov, J. M. Dodić, and J. A. Grahovac, “Process model and economic analysis of ethanol production from sugar beet raw juice as part of the cleaner production concept,” Bioresour Technol, vol. 104, pp. 367–372, Jan. 2012, https://doi.org/10.1016/j.biortech.2011.10.085
- arrow_upward [29] C. S. Lee, M. F. Chong, E. Binner, R. Gomes, and J. Robinson, “Techno-economic assessment of scale-up of bio-flocculant extraction and production by using okra as biomass feedstock,” Chemical Engineering Research and Design, vol. 132, pp. 358–369, Apr. 2018, https://doi.org/10.1016/j.cherd.2018.01.050
- arrow_upward [30] S. S. Deosarkar, C. D. Khedkar, S. D. Kalyankar, and A. R. Sarode, “Cream: Types of Cream,” in Encyclopedia of Food and Health, vol. 2, B. Caballero, P. M. Finglas, and F. Toldrá, Eds. Oxford: Elsevier, 2016, pp. 331–337. https://doi.org/10.1016/B978-0-12-384947-2.00205-1
- arrow_upward [31] B. M. Mehta, “Chemical Composition of Milk and Milk Products,” in Handbook of Food Chemistry, P. C. K. Cheung and B. M. Mehta, Eds. Berlin, Heidelberg: Springer Berlin Heidelberg, 2015, pp. 511–553. https://doi.org/10.1007/978-3-642-36605-5_31
- arrow_upward [32] G. Baca, Evaluación de proyectos, 6ta ed. New York, USA: McGraw-Hill, 2010. [Online]. Available: http://www.repositoriodigital.ipn.mx/handle/123456789/5438
- arrow_upward [33] D. I. Bocci and M. R. Casas, “Producción de Leche en Polvo Entera, Parcialmente Descremada y Descremada. Estudio de Prefactibilidad,” Proyecto Final, Universidad Nacional de Cuyo, Mendoza, Argentina, 2013. [Online]. Available: https://bdigital.uncu.edu.ar/7878
- arrow_upward [34] Ministry of Economic Affairs Royal Government of Bhutan, “Detailed Feasibility Report - Milk Powder Production Unit,” Ministry of Economic Affairs, Royal Government of Bhutan, Timbu, Bhutan, Jun. 2015. [Online]. Available: https://www.moea.gov.bt/wp-content/uploads/2017/07/Milk-powder.pdf
- arrow_upward [35] S. Upadhyay, “Energy analysis of milk powder production line,” M.S. thesis, Czech technical university Prague, Prague, Czech Republic, 2019. [Online]. Available: http://hdl.handle.net/10467/84893

